GP Fräse
GeBioM/go-tec
M451
BZT (PFK 0403)
Einrichten/ Starten:
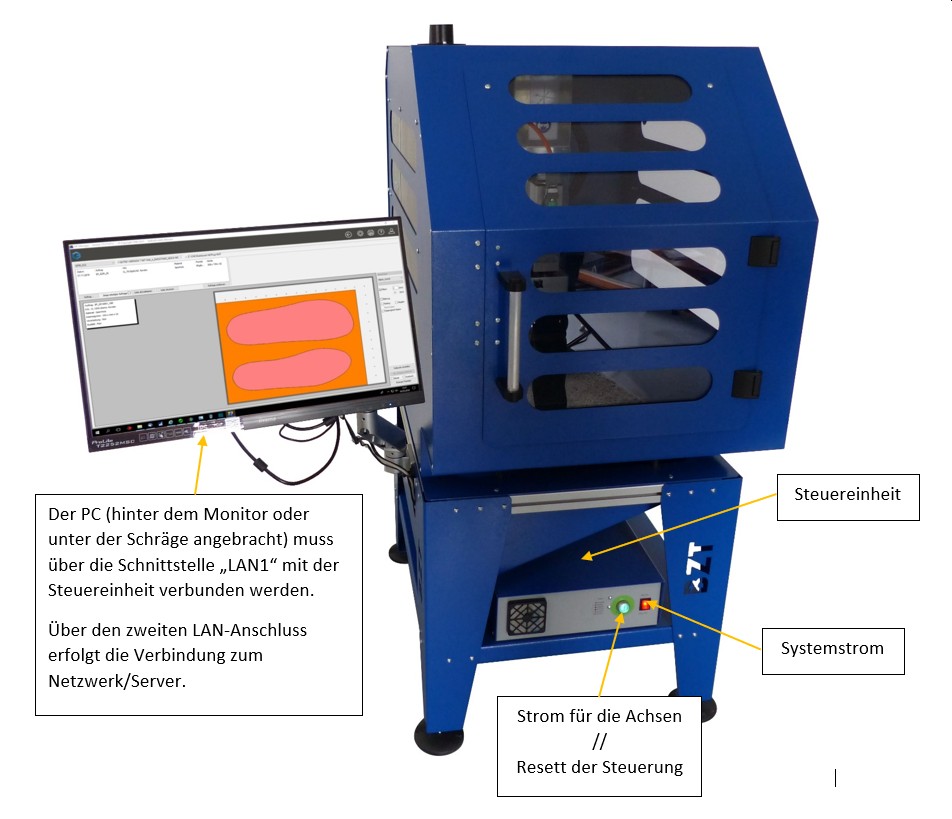
Der PC, der hinter dem Monitor oder unter der Schräge angebracht ist, muss über die Schnittstelle „LAN1“ mit der Steuereinheit verbunden werden.
Über den zweiten LAN-Anschluss erfolgt die Verbindung zum Netzwerk/Server.
Um die Fräsmaschine in Betrieb zu nehmen, folgen Sie bitte diesem Ablauf:
- Schalten Sie den Systemstrom an dem rechten, roten Kippschalter ein.
- Starten Sie den PC und warten Sie, bis das Windows-System komplett gestartet ist.
- Schalten Sie mit dem runden, grünen Druckschalter die Bestromung der Achsen ein.
- Starten Sie die Steuerungssoftware.
Software:
Die CNC-Software benötigt Echtzeit-Priorität unter Windows, um die Maschine korrekt zu steuern, was Administratorenrechte voraussetzt. Stellen Sie sicher, dass der Benutzer sich mit einem Windows-Profil anmeldet, das über Administratorenrechte verfügt und die Software mit entsprechenden Rechten gestartet wird.
Es wird zusätzlich empfohlen die User Account Control (UAC) von Windows zu deaktivieren.
![]()
Mittels des „RESET“-Buttons können Fehler der Steuerung zurückgesetzt werden. Es ist auch möglich die Steuerung mit dem grünen Knopf an der Steuereinheit zurückzusetzen. Dafür muss der Knopf 2-3 Sekunden gedrückt gehalten werden.
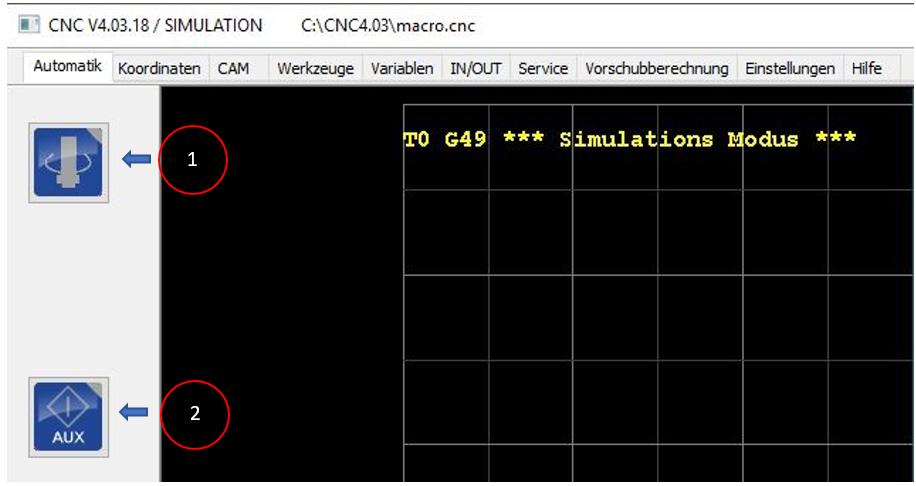
1: manuelles Ein-/Ausschalten des Spindelmotors
2: manuelles Ein-/Ausschalten der Ansaugung
Referenzieren der Achsen:
![]()
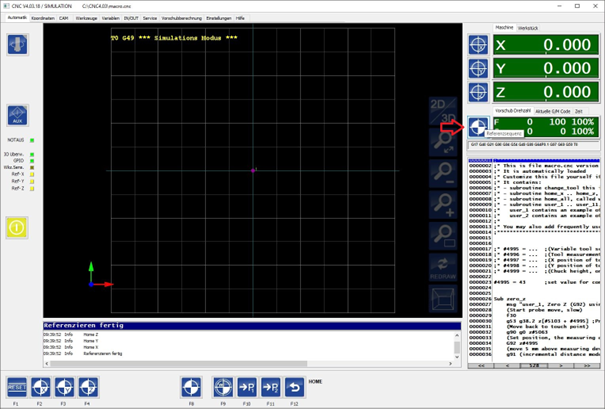
Klicken Sie auf diese Schaltfläche um das Menü für das Referenzieren der Achsen zu öffnen.
![]()
Mit den Schaltflächen F2 (=x-Achse), F3 (=y-Achse) und F4 (=z-Achse) können die entsprechenden Achsen einzeln referenziert werden. Mit der Schaltfläche F8 wird eine Referenzsequenz für alle drei Achsen angestoßen. Die Achsen werden dann in der Reihenfolge z, x, y nacheinander referenziert.
Über die letzte Schaltfläche mit dem gebogenen Pfeil kommen sie zurück in die Startansicht.
Die Referenzsequenz für alle Achsen kann auch in der Startansicht gestartet werden:
Starten des Fräsvorganges:
Über die Schaltfläche F4 gelangen Sie zum Auto-Menü.
![]()
Über die Schaltfläche F2 „LOAD“ kann die cnc-Datei, die mit dem GP-Manager erzeugt wird, geladen werden. Der Standard für den Speicherort ist C:\Temp\Einlagen.
Der Speicherort wird auch im GP-Manager angezeigt:

Nachdem die cnc-Datei geladen ist, kann der Fräsvorgang mit der Schaltfläche F4 „START“ gestartet werden. Die Schaltfläche wird dann zum „STOP“-Button.
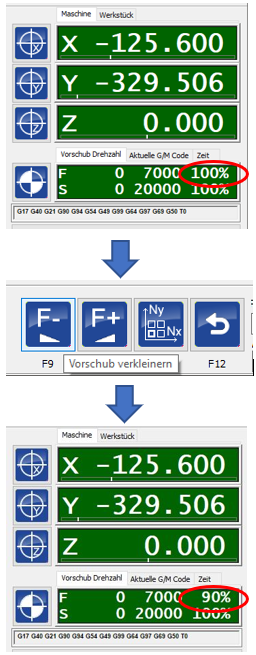
Die Schaltflächen F9 und F10 beeinflussen den Vorschub der Maschine, d.h. die Geschwindigkeit mit der die Achsen gefahren werden; je Click +/- 5%. Der Wert wird in Prozent in der Hauptansicht unterhalb der Positionsangaben angezeigt:
Manuelles Fahren der Achsen:
![]()
Über die Schaltflächen F9 und F10 bewirken letztendlich dasselbe. Bei F9 ändert sich das Menü zu folgender Ansicht:
![]()
Bei F10 öffnet sich ein extra Fenster mit identischen Bedienelementen:
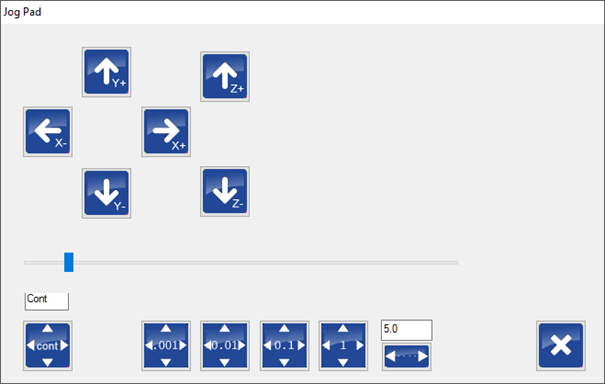
Mit den Pfeilbuttons können die Achsen bewegt werden. Über die Schaltflächen am unteren Rand wird die Distanz eingestellt, die die Achsen bei jedem Klick fahren:
cont = Die Achse fährt solange, wie die Schaltfläche/Taste gedrückt wird.
0,001 – 1 = Angabe in mm
Im letzten Feld kann eine frei wählbare Distanz in mm eingegeben werden.
Statt der Schaltflächen kann auch die Tastatur verwendet werden:
Pfeiltasten rechts/links: x-Achse
Pfeiltasten rauf/runter: y-Achse
Bild rauf/Bild runter (PgUp/PgDwn) = z-Achse
Graphik:
![]()
Über die Schaltfläche F8 gelangt man in ein Menü mittels dessen man die Ansicht der Graphik verändert werden kann.
![]()
Es kann zwischen 2D- und 3D-Ansicht gewechselt oder in die graphische Ansicht der Einlage hinein und heraus gezoomt werden. Für den Zoom kann auch das Scrollrad der Maus verwendet werden.
Bei gedrückt gehaltener linker Maustaste kann die Grafik im Fenster verschoben werden. Wenn zusätzlich noch auf der Tastatur die Strg- bzw-Ctrl-Taste gedrückt wird, kann die Grafik im Fenster frei gedreht werden.
Fehler und Fehlerbehebung:
- Bei der M451 dreht sich die Spindel nicht mehr.
Es kann vorkommen, dass sich zwischen Absaughaube und Spindelmotor Fräsrückstände ablagern. Durch die Drehung des Spindelmotors entsteht so durch Wärme ein Ring aus Fräsmaterial, der einem Dichtungsringe ähnlichsieht und der den Motor am Drehen hindert und letztendlich blockiert.

Dieser Ring kann einfach entfernt werden, indem die Absaughaube abgeschraubt wird und der Ring aus Fräsrückständen entfernt wird.
Beim Wiederanbringen der Absaughaube muss darauf geachtet werden, dass die Schrauben nicht zu fest angezogen werden, damit die Spindel frei drehen kann. Zu fest angezogene Schrauben können den Spindelmotor beschädigen.
Maschine (I/O- Menü)
![]()
Über die Schaltfläche F7 „MACHINE“ gelangt man zu folgendem Menü
![]()
Hier können, wie in der Hauptansicht, die Ansaugung und der Spindelmotor ein- und ausgeschaltet werden. Darüber hinaus kann mit den Schaltflächen F9 und F10 die Drehgeschwindigkeit der Spindel verändert werden, je Click +/- 1%. Der Wert wird in Prozent in der Hauptansicht unterhalb der Positionsangaben angezeigt:

Installation/Deinstallation der CNC-Software von BZT:
- Installation vom USB-Stick per Setup.exe
- WICHTIG: Nach der Installation die Software starten, bevor die Parameter kopiert werden!
- Das Programm beenden!
- Jetzt die Parameter von Hand in das Stammverzeichnis der Software kopieren. Die Nutzung der bat-Datei zum Kopieren wird von BZT nicht empfohlen.
- Zur Deinstallation das Programm beenden und die unins000.exe im Stammverzeichnis ausführen. BZT rät davon ab die Applikation über die Systemsteuerung zu deinstallieren. Den Programmordner nach der Deinstallation von Hand löschen.
Das Programm liegt der Fräse auf einem USB-Stick bei. Die Steuerungssoftware ist auf die spezifische Fräse angepasst. Bitte verwahren Sie den Stick sicher und zugriffsbereit auf. Sollte es zu Problemen mit der Steuersoftware kommen ist der Stick zur Behebung unerlässlich.

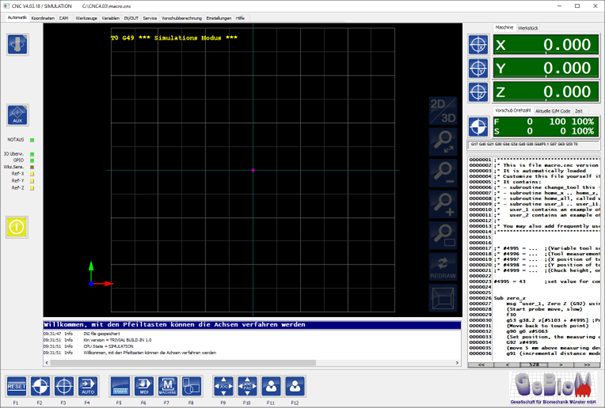
Simulationsmodus:
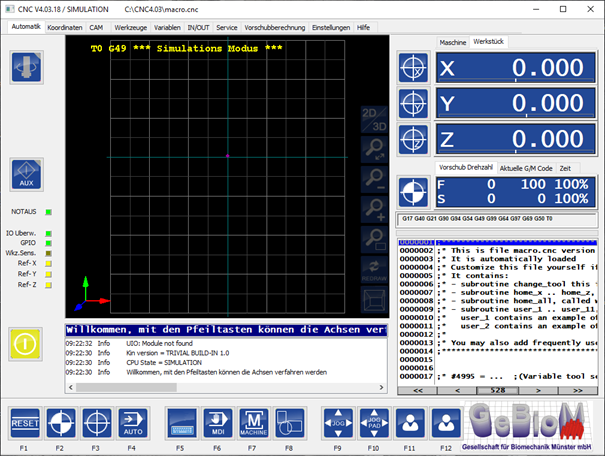
Sollte die Software nach dem Start in den Simulationsmodus gehen, dann liegt es sehr wahrscheinlich daran, dass die Software nicht korrekt beendet wurde, z.B. bei einem Systemabsturz oder durch Ausschalten des Rechners, während das Programm noch lief. In diesen Fällen kann es zu fehlerhaften Konfigurationsdateien kommen, was wiederum dazu führt, dass die Software nur noch im Simulationsmodus startet. Von dem mitgelieferten USB-Stick können die Originaldateien wiederhergestellt werden. Sie finden sie im Ordner „Kundenparameter“.
Vor dem Wiederherstellen muss die Software geschlossen werden! Es empfiehlt sich vor Änderungen ein BackUp der Software im aktuellen Zustand anzulegen.
Kopieren Sie die Dateien aus dem Ordner Kundenparameter auf dem USB-Stick in das Stammverzeichnis der Steuersoftware. Das Verzeichnis ist für gewöhnlich auf dem Laufwerk C:\ zu finden: C:\CNC4.03, o.ä..
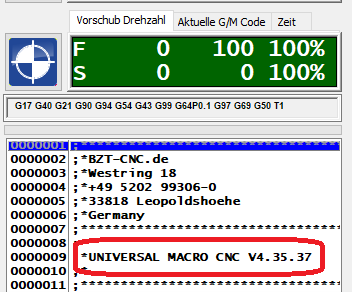
Die Maschine sollte jetzt wieder im korrekten Modus starten. In der Software wird dann auch die korrekte Softwareversion angezeigt werden:
Defekte Konfigurationsdateien können für eine Vielzahl von Fehlern verantwortlich sein, die sich in unterschiedlichen Reaktionen/unerwarteten Verhaltensweisen der Maschine äußern, z.B. wenn bei der Referenzfahrt eine der Achsen laut Anzeige nicht mehr stoppt, sondern gegen unendlich zu fahren scheint.
Konfiguration der Netzwerkschnittstelle zur Kommunikation mit der Steuereinheit:
Am Steuerrechner muss eine Netzwerkkarte eine feste IP (IPV4) zugewiesen bekommen:
IP: 172.22.2.150
Subnet: 255.255.255.0
Fräser wechseln / Nullpunkt bestimmen:

Entfernen Sie den Schlauch zur Materialabsaugung. Dann lösen Sie die beiden Schrauben an der Absaughaube. Das Bauteil besteht aus zwei Teilen: der Absaughaube und dem Distanzring. Der Distanzring wir an der Spindel befestigt, die Absaughaube am Distanzring.
Wichtig ist hierbei, dass beide Schrauben nicht zu fest angezogen werden dürfen, um das freie Drehen der Spindel nicht zu beeinträchtigen. Zu fest angezogene Schrauben können den Spindelmotor beschädigen.
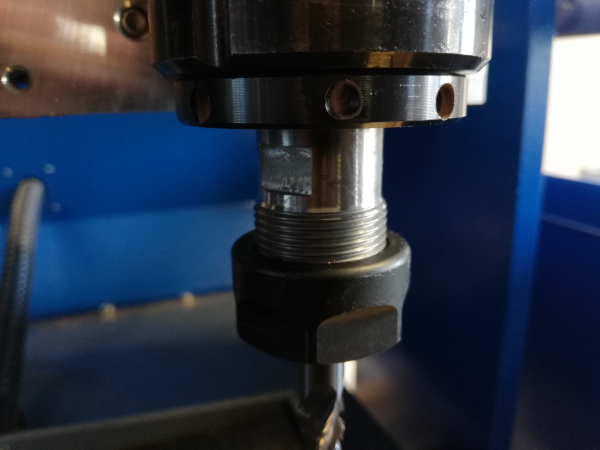
Auf der Welle der Spindel befinden sich abgeflachte Stellen, an denen ein 20er Maulschlüssel angesetzt werden kann. Für die Spannmutter liegt der Maschine ein 30er Schlüssel bei.

Nach der Demontage reinigen Sie bitte Spannmutter und Spannzange von etwaigen Fräsrückständen.

Lassen Sie die Spannzange wieder in der Spannmutter einrasten, stecken den neuen Fräser hinein und befestigen Sie die Spannmutter wieder handfest an der Spindel.
Nach dem Wechsel des Fräsers muss der Nullpunkt der Fräse neu bestimmt werden!
Fahren Sie dazu den Spindelmotor über den Dialog „Manuelles Fahren“ (siehe Seite 8) in die Mitte des Vakuumtisches. Es muss die Gummimatte auf dem Tisch liegen. Mit den Pfeilen fahren Sie die
z-Achse herunter, bis die Spitze des Fräsers fast die Gummimatte berührt. Legen sie nun ein Stück Papier unter den Fräser und fahren sie die z-Achse weiter herunter, bis die Spitze an dem Papier kratzt, aber das Papier noch leicht bewegt werden kann.
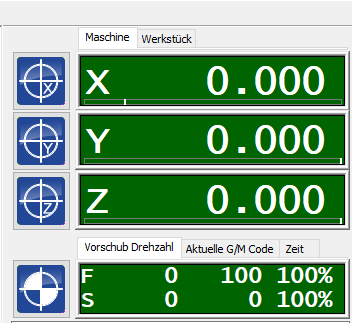
Notieren Sie sich den Wert, der für Z in den Koordinaten angezeigt wird. Achten Sie darauf, dass das Register „Maschine“ angezeigt wird, die Koordinaten sind dann grün hinterlegt. Die Koordinaten im Register „Werkstück“ sind blau hinterlegt und dürfen nicht verwendet werden!
Wenn Sie den Nullpunkt ermittelt haben, wechseln Sie zum GPManager. Im Modul GP InsoleFraese wird der Wert eingetragen. Halten Sie dazu auf der Tastatut die Strg-/Ctrl-Taste und klicken auf die Schaltfläche „Nullpunkt einstellen“.

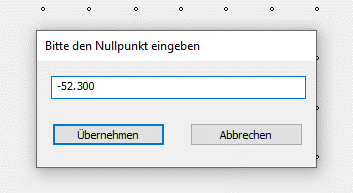
Mit „Übernehmen“ wird der neue Nullpunkt im GPManager hinterlegt. Erzeugen Sie jetzt Fräsdateien mit dem neuen Nullpunkt. Noch vorhandene, alte Fräsdateien dürfen nicht mehr gefräst werden.
Grundsätzliches zum Spannzangenwechsel:


Bei MultiShore Materialien besteht oft der Wunsch die Einlagen nicht an die Hinterkante (Außenrand vom Material) anzulegen, was Standard bei Blockmaterialien ist, sondern an einer Übergangslinie der Materialien auszurichten. Dazu gibt es in GP InsoleFraese die Möglichkeit solche Materialien zu definieren.

So können unterschiedlich große Einlagen an der Übergangslinie ausgerichtet werden. Dadurch wird gewährleistet, dass im Vorfuss immer das gewünschte Material ist.
Dazu muss das Material vermessen werden und eine neue Bestückung in der INI der Fräse (z.B. GPM_320.ini) angegeben werden:
[Bestueckung_1]
T_Name = MS-SchwarzOrange // Kann frei benannt werden
T_Orientierung = HOCHKANT // Ausrichtung der Einlagen auf dem Tisch
T_Anschlag = LINKS UNTEN // Hier wird das Material angelegt
B_Use_Multi_Auftrag = ja // MultiAuftrag (ja/nein)
I_Anzahl_Boxen = 0 // Bei kleinen Blöcken macht es Sinn mehrere Boxen zu definieren
B_MultiShore = ja // Verwendung Multi-Shore
I3_MultiShore_Dimension = 345 285 30 // Feste Größe des Materials Länge x Breite x Höhe
I2_MultiShore_Uebergang = 185/245 // Wechsel Material VON / BIS (Ab Material-Hinten)
I_MultiShore_Nulllinie = 200 // Nulllinie zum Positionieren der Einlagen
I_MultiShore_Nulllinie_Prozent = 100 // %-Angabe Rückfuss (ab Ferse), mit der die Einlage positioniert wird
T_Anordnen = SPALTE // Bestimmen, ob zuerst die ZEILE oder die SPALTE gefüllt wird
Problem:
Sie konstruieren eine Einlage und setzen die Materialstärke sehr weit runter, weil Sie eine dünne/ flache Einlagen haben wollen.
Nach dem Fräsen merken Sie nun aber, dass die Einlage größer ist, als die Einlage, die Sie konstruiert haben.
Problemursache:
Der Fräskopf schneidet um die Einlage einen Rand aus. Dieser Rand ist so breit, wie der Fräskopf im Umfang groß ist.
Auf den folgenden Bildern sehen Sie die gleiche Einlage zweimal gefräst. Einmal mit einer Materialstärke von 1mm (Anfang und Ende der Einlage sind mit einem blauen Strich markiert) und mit einer Materialstärke von 10mm. Hier wird der Unterschied klar





Problemlösung:
Schneiden Sie die Einlage nicht direkt an der Kante zum Fräsblock aus, sondern an der Innenseite des Fräskopfes.
Kontrollmöglichkeit:
Konstruieren Sie die Einlage einmal mit einer höheren Materialstärke und fräsen Sie diese Einlage einmal zur Probe aus. Wenn die Einlage diesmal passt, dann haben Sie die Einlage einfach nur etwas zu großzügig ausgeschnitten.
Wenn die Fräse in den Tisch fräst, kann dies folgende Ursachen haben:
Der Nullpunkt im GP-Manager ist falsch eingestellt
Nachdem Sie den Fräskopf gewechselt haben, müssen Sie den Nullpunkt neu einstellen. Bitte sehen Sie sich unser Supportvideo „Den Fräskopf wechseln“ an. Sie müssen den richtigen Nullpunkt im GP-Manager wie im Video gezeigt korrekt einstellen.
Fräserwechsel und Nullpunkt einstellen bei GP M101/102/202
Fräserwechsel und Nullpunkt einstellen bei GP M302
Der Fräskopf sitzt locker
Bitte prüfen Sie den Fräskopf und befestigen Sie diesen richtig.
Der Fräskopf ist nicht richtig eingesetzt
Bitte stellen Sie sicher, dass der Fräskopf richtig eingesetzt wurde. Der Fräskopf muss 1 cm aus dem Gehäuse schauen.
Nur bei der Fräse 101 (alte Fräsmaschine)
Tauschen Sie den Motor der Achsen
