Si vous souhaitez utiliser un autre outil pour votre fraise ou remplacer un outil, vous devez tenir compte de certaines choses.
- ATTENTION
Avant de monter le nouvel outil, desserrez une fois complètement l'écrou-raccord du mandrin. Nettoyez le mandrin et l'arbre du moteur. Dégraissez le mandrin et l'outil avec de l'acétone avant le montage.
Si le mandrin est encrassé, il peut arriver que l'outil se détache. Dans ces cas, la table de fraisage peut être endommagée. - Après le changement d'outil, vous devez régler à nouveau le point zéro de la fraise dans GP Manager. La manière dont vous réglez le point zéro dépend du type de votre fraise. Vous pouvez vous référer à Youtube pour la plupart des fraiseuses, regarder une vidéo qui explique comment régler le point zéro.
- Dans de rares cas, vous souhaitez utiliser un outil d'un autre diamètre. Dans ce cas, vous devez modifier le diamètre dans le fichier INI de votre fraise sous ".\GpSystem\Fraese"Le dossier est un sous-dossier du GP Manager (Pour trouver votre installation GP Manager).
- Si vous n'êtes pas sûr de la fraise que vous utilisez, lisez aussi "Comment puis-je savoir de quel type est ma fraiseuse ?„
- Vous devez ensuite recréer les fichiers de fraisage existants, le cas échéant. Les fichiers de fraisage contiennent encore les anciennes valeurs pour le diamètre et le point zéro. Si vous les utilisez, l'insert ne sera pas fraisé correctement.
- Lors de l'achat d'un outil, vous devez faire attention au sens de rotation de l'outil. Si vous achetez des outils chez nous, vous obtiendrez à coup sûr le bon sens de rotation.
Si cela ne vous a pas aidé, n'hésitez pas à contacter le support GeBioM.

Pour les matériaux MultiShore, on souhaite souvent que les inserts ne soient pas placés sur le bord arrière (bord extérieur du matériau), ce qui est standard pour les matériaux en bloc, mais sur une ligne de transition des matériaux. Pour cela, GP InsoleFraese offre la possibilité de définir de tels matériaux.

Ainsi, des semelles de différentes tailles peuvent être alignées sur la ligne de transition. Cela permet de garantir que l'avant-pied contienne toujours le matériau souhaité.
Pour cela, il faut mesurer le matériau et indiquer un nouvel équipement dans l'INI de la fraise (par ex. GPM_320.ini) :
[Couverture_1]
T_Name = MS-NoirOrange // Peut être nommé librement
T_Orientation = HAUT-PARLEUR // Orientation des inserts sur la table
T_Anschlag = GAUCHE EN BAS // L'article est créé ici
B_Use_Multi_Ordre = oui // Ordre multiple (oui/non)
I_Nombre_Boîtes = 0 // Pour les petits blocs, il est judicieux de définir plusieurs boîtes.
B_MultiShore = oui // utilisation de Multi-Shore
I3_MultiShore_Dimension = 345 285 30 // Taille fixe du matériau Longueur x largeur x hauteur
I2_MultiShore_transition = 185/245 // Changement de matériau DE / BIS (De matériau à l'arrière)
I_MultiShore_Ligne_zéro = 200 // Ligne zéro pour positionner les inserts
I_MultiShore_Ligne_zéro_Pourcentage = 100 // % Indication de l'arrière-pied (à partir du talon) avec laquelle la semelle est positionnée
T_Anordnen = SPALTE // Déterminer si la LIGNE ou la COLONNE doit être remplie en premier lieu
problème :
Vous concevez un insert et réduisez très fortement l'épaisseur du matériau, car vous souhaitez obtenir un insert fin/plat.
Après le fraisage, vous remarquez que l'insert est plus grand que celui que vous avez construit.
Cause du problème :
La tête de fraisage découpe un bord autour de l'insert. Ce bord est aussi large que la taille de la tête de fraisage en périphérie.
Sur les photos suivantes, vous voyez le même insert fraisé deux fois. Une fois avec une épaisseur de matériau de 1 mm (le début et la fin de l'insert sont marqués d'un trait bleu) et une fois avec une épaisseur de matériau de 10 mm. La différence est évidente





Résolution de problèmes :
Ne découpez pas l'insert directement au bord du bloc de fraisage, mais à l'intérieur de la tête de fraisage.
Possibilité de contrôle :
Construisez une fois l'insert avec une épaisseur de matériau plus importante et fraisez cet insert une fois à titre d'essai. Si l'insert convient cette fois-ci, c'est que vous avez simplement découpé l'insert un peu trop généreusement.
Si une fraiseuse à plaquettes s'arrête brusquement pendant le processus de fraisage, il peut y avoir plusieurs raisons. Mais souvent, c'est simplement parce que les moteurs des axes doivent dépenser trop d'énergie pour déplacer les axes. Cela peut être dû à un manque de lubrification, mais aussi à une fraise émoussée ou à un réglage trop élevé de l'avance. Comme la commande de la machine dispose d'une limitation de courant pour les moteurs d'axe, elle émet un message d'erreur lorsque la valeur réglée est dépassée.
Si le processus de fraisage se déroule sans matériau de fraisage, cela permet de conclure à l'une des causes mentionnées ci-dessus ou à une combinaison de celles-ci.
Vérifiez donc régulièrement que la fraise est toujours affûtée, que les axes disposent d'une lubrification suffisante et que l'avance est adaptée à la dureté du matériau à fraiser.
Pour réduire encore plus le frottement lors du déplacement des essieux, il peut être utile d'enduire d'un peu d'huile les lèvres d'étanchéité dans lesquelles les essieux sont guidés. Il est déconseillé d'utiliser du WD40, car en raison de sa forte capacité de fluage, ce produit peut pénétrer dans des zones où il a un effet contre-productif et peut provoquer des défauts difficiles à localiser.
Description de l'erreur
Un fusible fin est défectueux dans le module système iSM10 et vous souhaitez le remplacer.
Causes des erreurs
Les fusibles sautent lorsqu'il y a de fortes variations dans l'alimentation électrique ou lorsqu'un composant électronique présente un défaut.
Dépannage
Vérifiez si les fusibles du module sont encore en bon état. Si ce n'est pas le cas, remplacez les fusibles défectueux. Pour savoir comment trouver les fusibles, regardez la vidéo ci-dessous.
Description de l'erreur
Au démarrage de l'ordinateur, un écran noir apparaît avec un texte similaire à :
Shell EFI version 2.31 [5.9]
Nœud actuel en cours d'exécution 1.1.2
Tableau de correspondance des périphériques
fs0 :HardDisk - Alias hd5a65535a1 blk0
PciRoot(0x0)/Pci(0x13,0x0)/Sata(0x0,0x0)/HD(1,MBR,0xFD5B6B90,0x800,0x4E2
0000)
fs1 :HardDisk - Alias hd5a65535a1 blk1
PciRoot(0x0)/Pci(0x13,0x0)/Sata(0x0,0x0)/HD(2,MBR,0xFD5B6B90,0x800,0x4E2
0000)
blk0 :HardDisk - Alias hd5a65535a1 blk0
PciRoot(0x0)/Pci(0x13,0x0)/Sata(0x0,0x0)/HD(1,MBR,0xFD5B6B90,0x800,0x4E2
0000)


Causes des erreurs
L'erreur se produit lorsque l'option UEFI est activée dans le BIOS. Dans ce cas, il arrive dans certains cas que le shell EFI soit appelé pendant le démarrage du PC.
Dépannage
Démarrez le BIOS pendant que le PC démarre.
- Allumez l'ordinateur de la fraiseuse.
- Pour la plupart des fraises, vous devez appuyer sur " pendant le démarrage ".SupprimerAppuyer sur la touche "Entrée". Celle-ci se trouve sur le clavier à droite de la touche Entrée/Sortie.
- Vous accédez au BIOS de l'ordinateur de fraisage.
- Sélectionnez "Options de démarrage„
- Ici, il devrait y avoir une option "UEFI" pour la valeur. Modifiez cette valeur en "Normal„.
- Enregistrez les modifications et redémarrez l'ordinateur.
L'erreur ne devrait plus se produire maintenant. Si l'erreur persiste, veuillez contacter le support GeBioM mbH.
Description de l'erreur
Le GP Manager affiche encore les ordres de fraisage actuels. Mais il se bloque ensuite immédiatement.
Causes des erreurs
Le GP Manager n'efface pas automatiquement les anciens ordres de fraisage. S'il y a trop d'ordres terminés, le GP Manager ne peut plus établir la liste des ordres de fraisage terminés et se bloque.
Dépannage
Renommez le répertoire contenant les ordres de fraisage terminés et créez un nouveau répertoire.
Vous pouvez trouver le répertoire par défaut comme suit :
- Faites un Clic droit sur le raccourci du GP Manager et sélectionnez "Ouvrir le chemin du fichier„
- Ouvrez le dossier .\GpData\Fraese\NDépôts
- Nommez le dossier Fait pour
- Créez un nouveau dossier avec le nom Fait
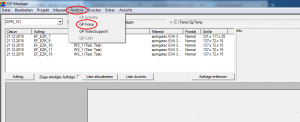
À l'avenir, choisissez plus souvent l'option " dans le gestionnaire GP ".Missions accomplies"et supprimez les commandes dont vous n'avez plus besoin.
Description de l'erreur
La fraise ne démarre pas. Si le bouton d'alimentation de la fraise est actionné, cela n'a aucun effet. Cette erreur peut survenir sur les fraiseuses suivantes :
- GP M101
- GP M102
- GP M103
- GP M151
- GP M302
- GP M303
- GP M251
- GP M202
Sous "Vue" -> "État de la machine"Les cases en haut à droite sont surlignées en rouge clair. Cela signifie que l'interrupteur de fin de course a été déclenché sur cet axe. Dans l'exemple, l'interrupteur de fin de course négatif de l'axe X a été déclenché.

Causes des erreurs
La fraise se trouve en position de fin de course. Cela peut arriver si des erreurs se produisent pendant le fraisage.
Dépannage
La fraise doit d'abord être sortie de la position de fin de course. Cela peut se faire de plusieurs manières.
- Démarrer CNC Remote
Possibilité 1 : Dégagement automatique à partir du fin de course matériel :
- Cliquez sur "Contrôle„
- Sélectionnez "Options„
- Cliquez sur "Dégagement des fins de course matérielles".

- Suivez les points ci-dessous sous "Réinitialiser la fraise

Possibilité 2 : Dégagement par commande manuelle à partir du fin de course matériel :
- Sélectionnez l'icône de la main et cliquez ensuite sur la flèche verte vers la gauche.
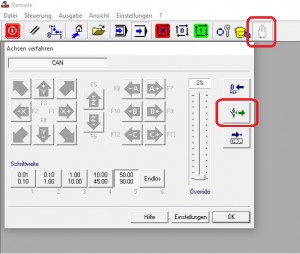
- Suivez les points sous "Réinitialiser la fraise

Possibilité 3 : dégagement manuel à partir du fin de course matériel :
- Sur nos petites fraiseuses (pas GP M303, GP M400, GP M400xxl), vous pouvez aussi déplacer manuellement la fraise hors de la fin de course.
- Ouvrez la porte
- Déplacez une fois lentement tous les axes de quelques centimètres.
- Fermez la porte
- Actionnez l'interrupteur d'alimentation.
- Appuyez 1 à 2 fois sur le bouton de réinitialisation de la CNC Remote.

Il devrait y avoir le message "Une prise de référence est nécessaire. Souhaitez-vous effectuer le trajet de référence maintenant ?" apparaissent. Confirmez avec " ".Oui„.

Réinitialiser la fraise
- Un dialogue devrait apparaître avec le message "Mise sous tension des amplificateurs de servo" apparaîtra. Confirmez ce dialogue pas
- Si le dialogue "Mise sous tension des amplificateurs de servo" pas :
- Vérifiez l'état de la fraise. Sélectionnez "Vue" -> "État de la machine„

- Dans la boîte de dialogue suivante, les cases en haut à droite ne devraient pas toutes être grisées. Si c'est le cas, veuillez contacter le support.
- Vérifiez l'état de la fraise. Sélectionnez "Vue" -> "État de la machine„
- Actionnez d'abord l'interrupteur d'alimentation.
- Confirmez maintenant le dialogue "Mise sous tension des amplificateurs de servo" avec "OK„.
- Appuyez 1 à 2 fois sur le bouton de réinitialisation de la CNC Remote.
Il devrait y avoir le message "Une prise de référence est nécessaire. Souhaitez-vous effectuer le trajet de référence maintenant ?" apparaissent. Confirmez avec " ".Oui„.

Identifier le type de frais avec le GP-Manager
Le moyen le plus simple de connaître le type de fraise est d'utiliser le gestionnaire de GP. Pour ce faire, procédez comme suit.
- Démarrez le gestionnaire de GP.
- Sélectionnez "Analyse" -> "Fraiseuse GP„.

- Vous pouvez lire le type de fraise que vous utilisez dans le module GP Fraise.



Identifier le type de fraisage sur la base de l'apparence
Il existe plusieurs séries de fraises, celles-ci se distinguent au premier coup d'œil par la couleur du boîtier.
turquoise : fraises de la série 100 (GP M101, GP M102, GP M103)
bleu : fraises des séries 200 et 400 (GP M201, GP M202, ainsi que GP M401 et GP M401xxl)
gris : fraises de la série 300 (GP M301, GP M302, GP M303)
rouge : fraises de la série 50 (GP M151, GP M251)
Série 100

Toutes les fraiseuses de la série 100 ont un boîtier de couleur turquoise et sont connectées à un ordinateur externe via le port COM.
GP M101
Ces fraiseuses sont équipées d'un moteur de marque Kress ou Suna, dont les charbons doivent être régulièrement nettoyés. L'ordinateur n'est pas intégré à la fraiseuse et est relié par un câble COM.
GP M102/GP M103
Les deux fraiseuses possèdent des moteurs de type ISA750, les moteurs ne nécessitent pas d'entretien. L'ordinateur est intégré dans la fraiseuse. On peut distinguer les deux fraiseuses par le fait que la GP M103 possède deux prises USB en bas à gauche, ainsi qu'un interrupteur (voir photo ci-dessous).

Série 200
Toutes les fraiseuses de la série 200 ont un boîtier bleu.
GP M201
Série 300
Toutes les fraiseuses de la série 300 ont un boîtier gris. Toutes les fraiseuses sont commandées par un port COM.

GP M301
Le GP M301 est contrôlé par le programme GP Remote et relié à un ordinateur externe par un câble COM.
GP M302/GP M303
Pour les deux types de fraiseuses, la plaque signalétique se trouve en bas à gauche de la fraiseuse (voir photo ci-dessous). L'ordinateur est intégré à la fraise.

Série 400
Toutes les fraiseuses de la série 400 ont un boîtier bleu. La différence entre la GP M401 et la GP M401xxl réside dans la taille de la table de fraisage.

GP M401
La table de fraisage de la GP M401 mesure 1205 mm de long.
GP M401xxl
La table de fraisage de la GP M401xxl mesure 1600 mm de long.
Série 50
Toutes les fraiseuses de la série 50 ont un boîtier rouge, l'ordinateur est intégré à la fraiseuse sur ces fraiseuses. La manière la plus simple de différencier les deux fraiseuses est de regarder la disposition des boutons sur la face avant.
GP M151

GP M251

Description de l'erreur
Au lieu d'exécuter la nouvelle commande, la fraiseuse continue à fraiser l'ancienne commande. La fraiseuse n'accepte pas les nouvelles commandes.
Causes des erreurs
En général, il s'agit d'un problème de réseau, ou d'une erreur de manipulation du gestionnaire GP. Assurez-vous que vous avez sélectionné "Analyse" -> "Fraiseuse GP" après avoir sélectionné l'ordre de fraisage, également "Créer un fichier de fraisage" choisir.
Dépannage
- Démarrer le gestionnaire de GP
- Sélectionnez le client pour lequel vous souhaitez créer un ordre de fraisage en cliquant sur "Projet" -> "Déterminer", ou créer un nouveau client.
- Sélectionnez le fichier CAO GP que vous souhaitez utiliser pour la fraise en double-cliquant dessus.
- Dans la nouvelle vue, sélectionnez "Fraisage“

- Dans la boîte de dialogue suivante, vous pouvez définir les paramètres de l'ordre de fraisage. En cliquant sur OK, le fichier de fraisage est écrit dans le dossier de départ.

- Sélectionnez "Analyse" -> "Fraiseuse GP" ici, le nouvel ordre devrait s'afficher.
- Sélectionnez l'ordre en double-cliquant sur la date.
- Choisissez en bas à droite "Créer un fichier de fraisage„

- Le fichier devrait maintenant avoir été transféré vers la fraiseuse. La tâche est maintenant uniquement orange, les boutons en bas à droite ne sont plus activés.

- Par sécurité, vérifiez manuellement que le GP-Manager a bien transmis le fichier de fraisage à la fraiseuse.
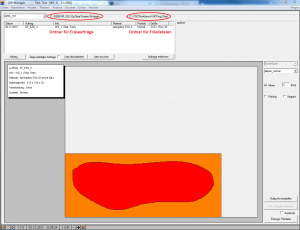
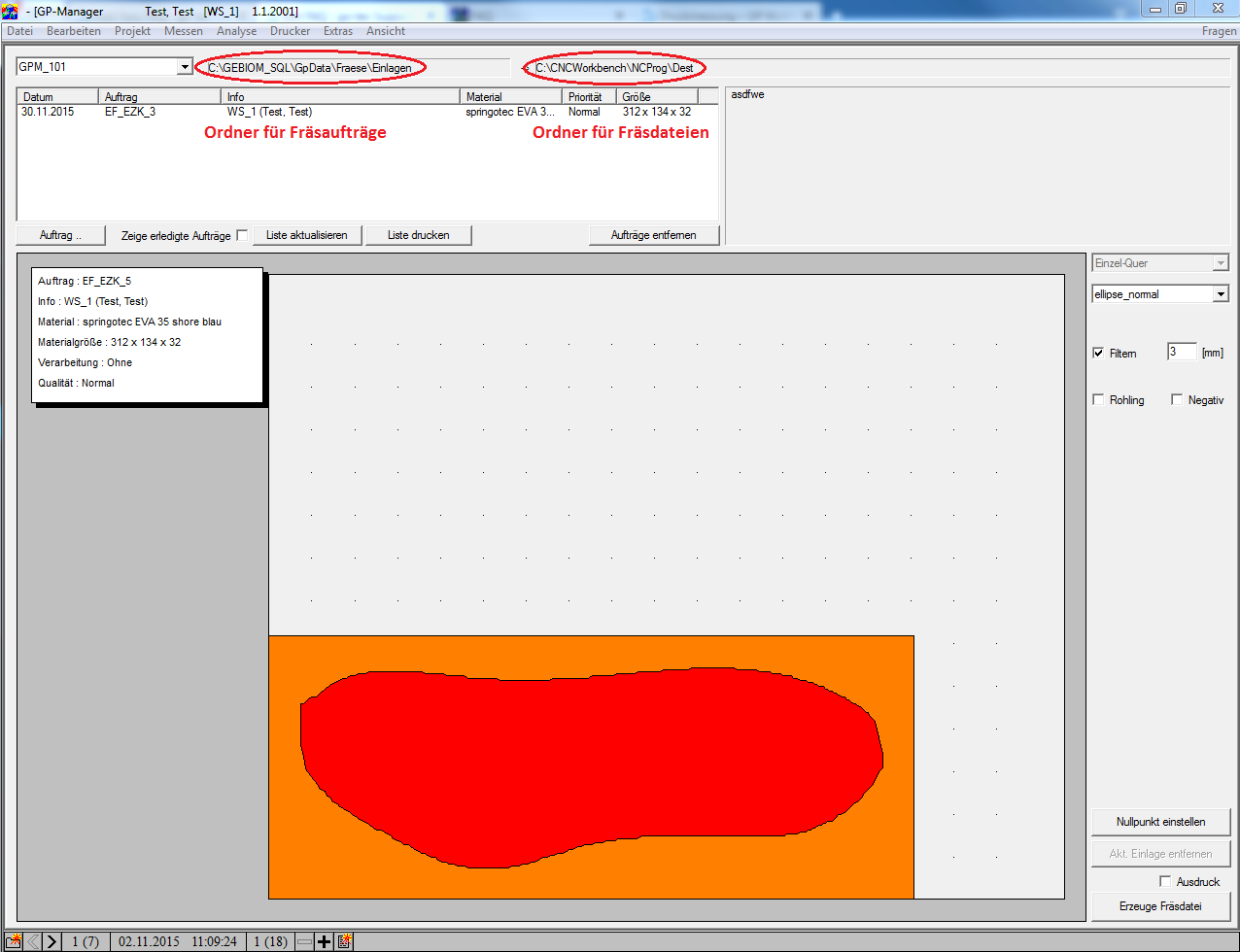
- Les chemins en haut à droite sous "Analyse" -> "Fraiseuse GP" indiquent les dossiers pour les Ordres de fraisage et les Fichiers de fraisage à.
- Démarrez CNC Remote et sélectionnez ".Fichier" -> "Ouvrir"vérifiez si le chemin d'accès correspond au dossier des fichiers de fraisage. Si le chemin n'est pas identique, il arrive souvent que la fraiseuse GP écrive le fichier de fraisage dans un dossier Temp. Dans ce cas, il y a une erreur de réseau.

- Assurez-vous que la vue détaillée est activée dans la boîte de dialogue suivante.

- Vérifiez que la date de modification correspond bien à la date à laquelle vous avez créé le fichier de fraisage.
- Vérifiez que le dossier correspond à celui configuré dans la fraise GP.








Description de l'erreur
La brosse de la fraise est tellement usée qu'il n'est plus possible de créer un vide suffisant et vous souhaitez la changer vous-même.
Vous avez besoin
- 1 foret HSS de 4 mm ou 5 mm
- 1 x brosse de rechange
- Rivets pop (4 mm) ainsi que les rondelles correspondantes et une pince à riveter
- Nous recommandons expressément de river également la nouvelle brosse.. Les vibrations de la fraise peuvent provoquer le desserrage des écrous et leur chute dans la fraise. Cela peut endommager la fraise. Si vous souhaitez malgré tout fixer la nouvelle brosse avec des vis, vous le faites à vos risques et périls. Veillez dans tous les cas à ce que écrous autobloquants de la vis. En outre, les vis doivent être aussi peu saillantes que possible et avoir une tête fraisée. Vous êtes vous-même responsable des dommages causés à la fraise par une remise en état incorrecte.
- 1 x scie à guillotine ou pistolet à air chaud
Voilà comment ça se passe :
- Démontez le bol à brosses de la fraise.
- Percez depuis l'extérieur dans les rivets pop. Veillez à endommager le moins possible le pot à brosse lors du perçage.
- Découpez la nouvelle brosse en morceaux adaptés de manière à ce qu'ils s'insèrent de l'intérieur dans la tête de la brosse, ou utilisez un pistolet à air chaud pour former la brosse.
- Placez la nouvelle brosse dans le pot à brosse et percez les trous correspondants dans la brosse.
- Placez une rondelle par l'intérieur autour de chaque rivet pop.
- Retirez la tige de traction du rivet avec la pince à riveter jusqu'à ce qu'elle se casse.
Description de l'erreur
Le fichier de fraisage n'arrive pas à la fraise. La fraise n'est pas en mesure de trouver un fichier de fraisage.
Cause de l'erreur
Si rien n'a été modifié sur les ordinateurs, la connexion réseau entre la fraiseuse et l'ordinateur est souvent interrompue. Si les ordinateurs ont été réinstallés, il est fréquent qu'un chemin d'accès soit incorrect ou qu'un lecteur réseau ne soit pas partagé.
Dépannage
- Assurez-vous que l'ordinateur de la fraiseuse et l'ordinateur sur lequel fonctionne la fraiseuse GP disposent d'une connexion réseau.
- Redémarrez les deux ordinateurs si nécessaire.
- Démarrer le gestionnaire GP
- Sélectionnez "Analyse"->"Fraise Gp“
- Assurez-vous que le chemin d'accès de droite est le même que celui indiqué dans le programme distant de la fraise sous "Réglages"->"Options"->"Contrôle". Dans le cas de connexions réseau, les chemins peuvent être différents, mais doivent pointer vers le même répertoire.

- Se trouve dans le chemin de droite "C:\Temp\GpTempSi le message "Pas de problème" apparaît, il s'agit en général d'un problème de réseau. Essayez d'abord de résoudre le problème de réseau. Dans ce cas, le GP Manager enregistre les données dans le dossier GpTemp, car le lecteur réseau de la fraiseuse n'est pas trouvé.
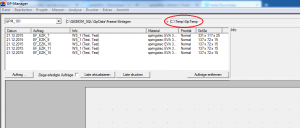
Lorsque la connexion au réseau est rétablie, vous devez redémarrer une fois le GP Manager pour qu'il prenne en compte la modification.
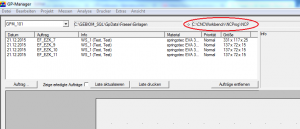
Se trouve dans le chemin "C:\GEBIOM_SQL\GPDATA\Fraese\CNC"Il se peut qu'il y ait un problème avec le fichier INI de la fraise. A moins que le programme CNC Remote ne soit également réglé sur ce dossier.
Si vous avez apporté des modifications à l'INI, vérifiez le fichier INI. Si vous n'avez pas effectué de modifications et qu'il s'agit du mauvais ordre, contactez le support GeBioM.

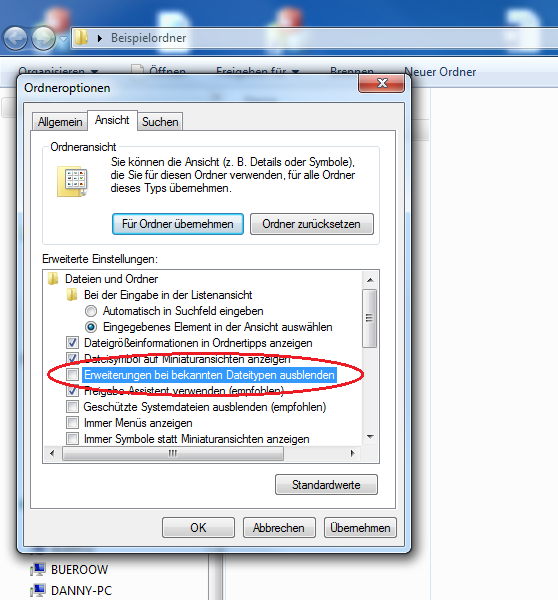
- Si le chemin d'accès à la fraiseuse est correct, ouvrez-le dans le gestionnaire de fichiers (sur l'ordinateur sur lequel le GP Manager est installé) et essayez de créer un nouveau fichier. Clic droit->"Nouveau"->"Document texte". Si le fichier ne peut pas être créé, indiquez le dossier sur la fraiseuse avec " ".Accès complet" pour "Chaquelibre". Si vous pouvez ensuite créer un fichier à partir de l'ordinateur sur lequel le GP Manager est installé, le fraisage devrait fonctionner. Démarrez le GP Manager et essayez à nouveau de transférer un fichier de fraisage.





Description de l'erreur
Lorsque la fraise atteint la position de repos, elle se place immédiatement en fin de course.
Cause de l'erreur
Une valeur erronée a été saisie lors de la détermination du point zéro.
Dépannage
Si vous avez déterminé la valeur du point zéro dans le GP Manager, vous devez la saisir en l'accompagnant du signe moins. Si vous avez modifié le point zéro et que cette erreur survient ensuite, vous avez probablement oublié le signe moins devant la valeur. La fraise déclenche l'interrupteur de fin de course. Voici comment régler correctement le point zéro :
- Suivez les instructions pour déterminer le point zéro
- Assurez-vous que le programme à distance est lancé sur la fraiseuse et qu'il existe une connexion réseau entre l'ordinateur de la fraiseuse et l'ordinateur sur lequel est installé le GP Manager.
- Démarrer le gestionnaire GP
- Sélectionnez "Analyse"->"Fraiseuse GP„
- Cliquez en bas à droite sur "Réglage du point zéro„
- Saisissez le bon point zéro dans la boîte de dialogue qui s'ouvre dans le programme distant.