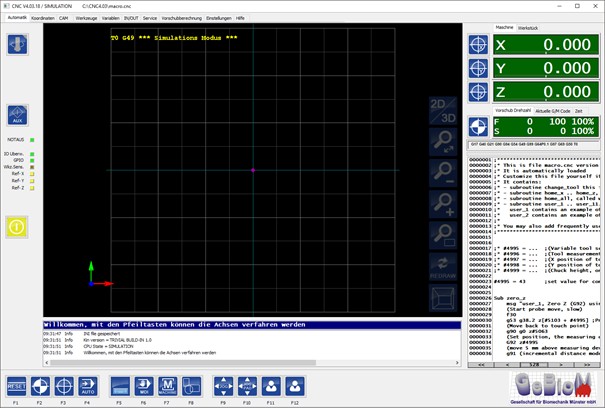
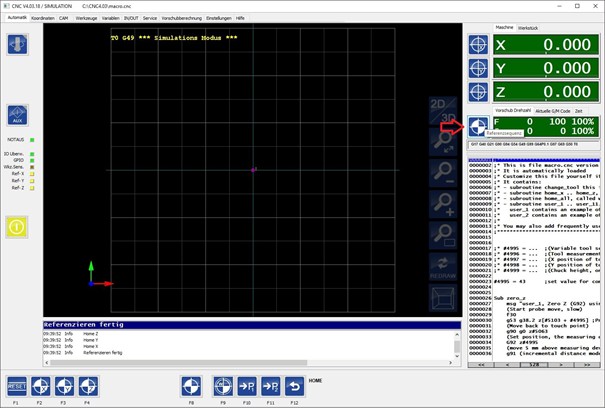
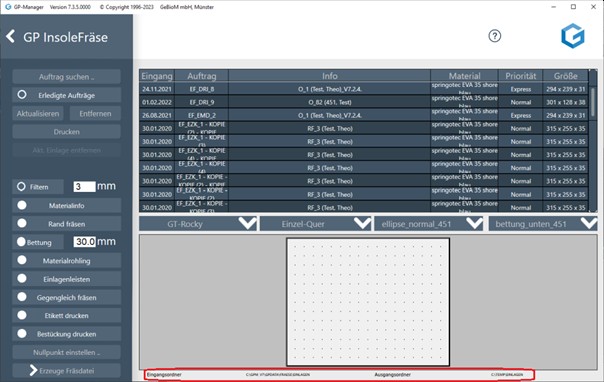
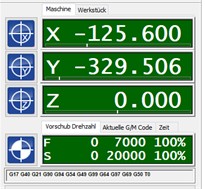
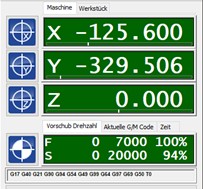
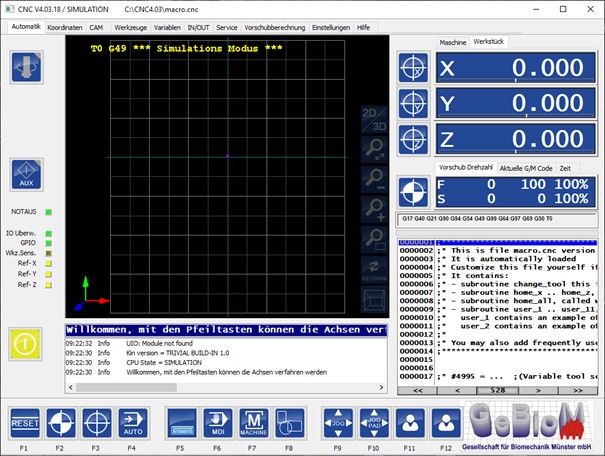
L'ordinateur portable utilisé pour contrôler la fraiseuse à semelles a 1 seul port réseau. Celui-ci est configuré sur une IP spécifique qui ne doit pas être modifiée. IP V4 : 172.22.2.120 Le raccordement côté machine se trouve à l'arrière de la machine. La connexion entre la machine et l'ordinateur se fait par un câble réseau normal. Pour connecter l'ordinateur portable au réseau interne de l'entreprise, veuillez utiliser l'adaptateur USB C-to-LAN fourni. Le logiciel CNC a besoin de la priorité en temps réel sous Windows pour piloter correctement la machine, ce qui nécessite des droits d'administrateur. Assurez-vous que l'utilisateur se connecte avec un profil Windows qui dispose de droits d'administrateur et que le logiciel est lancé avec les droits correspondants. Il est en outre recommandé de désactiver le contrôle de compte d'utilisateur (UAC) de Windows. Le bouton "RESET" permet de réinitialiser les erreurs de la commande. 1 : mise en marche/arrêt manuel du moteur de la broche 2 : activation/désactivation manuelle de l'aspiration Cliquez sur ce bouton pour ouvrir le menu de référencement des axes. Les boutons F2 (=axe x), F3 (=axe y) et F4 (=axe z) permettent de référencer individuellement les axes correspondants. Le bouton F8 permet de déclencher une séquence de référence pour les trois axes. Les axes sont alors référencés l'un après l'autre dans l'ordre z, x, y. Des positions définies peuvent être atteintes via P1 et P2. Dans le dispositif standard, il s'agit de P1 = position d'origine et de P2= position pour le changement de fraise. Le dernier bouton avec la flèche courbée vous ramène à l'écran d'accueil. La séquence de référence pour tous les axes peut également être lancée dans la vue de départ : Le bouton F4 vous permet d'accéder au menu Auto. Le bouton F2 "LOAD" permet de charger le fichier cnc créé avec le GP-Manager. L'emplacement par défaut est C:\Temp\Einlagen. L'emplacement de stockage est également affiché dans le gestionnaire GP : Une fois le fichier cnc chargé, le processus de fraisage peut être lancé avec le bouton F4 "START". Le bouton se transforme ensuite en bouton "STOP". Les boutons F9 et F10 influencent l'avance de la machine, c'est-à-dire la vitesse à laquelle les axes sont déplacés ; par clic +/- 5%. La valeur est affichée en pourcentage dans la vue principale, en dessous des indications de position : Les boutons F9 et F10 produisent finalement le même effet. Avec F9, le menu se transforme en l'affichage suivant : En appuyant sur F10, une fenêtre supplémentaire s'ouvre avec des éléments de commande identiques : Les boutons fléchés permettent de déplacer les axes. Les boutons en bas permettent de régler la distance que les axes parcourent à chaque clic : Il est également possible d'utiliser le clavier à la place des boutons : Touches fléchées droite/gauche : axe x Le bouton F8 permet d'accéder à un menu qui permet de modifier l'affichage du graphique. Il est possible de passer de la vue 2D à la vue 3D ou de faire un zoom avant ou arrière sur la vue graphique de l'insert. Pour le zoom, il est également possible d'utiliser la molette de défilement de la souris. En maintenant le bouton gauche de la souris enfoncé, le graphique peut être déplacé dans la fenêtre. Si l'on appuie en plus sur les touches CTRL ou Ctrl du clavier, on peut faire pivoter librement le graphique dans la fenêtre. En cliquant sur le bouton F7 "MACHINE", on accède au menu suivant : Comme dans la vue principale, l'aspiration et le moteur de la broche peuvent être activés et désactivés ici. En outre, les boutons F9 et F10 permettent de modifier la vitesse de rotation de la broche, par clic +/- 1%. La valeur est affichée en pourcentage dans la vue principale, en dessous des indications de position : Installation/désinstallation du logiciel CNC d'EDING Mode simulation : Si le logiciel passe en mode simulation après le démarrage, c'est très probablement parce que le logiciel ne s'est pas terminé correctement, par exemple lors d'un plantage du système ou en éteignant l'ordinateur alors que le programme était encore en cours d'exécution. Dans ces cas, des fichiers de configuration erronés peuvent se produire, ce qui a pour conséquence que le logiciel ne démarre plus qu'en mode simulation. Les fichiers originaux peuvent être restaurés à partir de la clé USB fournie. Vous les trouverez dans le dossier "Paramètres clients". Copiez les fichiers du dossier Paramètres client sur la clé USB dans le répertoire racine du logiciel de contrôle. Ce répertoire se trouve généralement sur le lecteur C:\ : C:\CNC4.03, ou similaire. La machine devrait maintenant redémarrer dans le mode correct. La version correcte du logiciel s'affichera alors dans le logiciel : Des fichiers de configuration défectueux peuvent être responsables d'un grand nombre d'erreurs qui se traduisent par différentes réactions/comportements inattendus de la machine, par exemple lorsque, lors de la prise d'origine, l'un des axes ne s'arrête plus selon l'affichage, mais semble se diriger vers l'infini. Configuration de l'interface réseau pour la communication avec l'unité de contrôle : Sur l'ordinateur de contrôle, un adaptateur réseau doit se voir attribuer une IP fixe (IPV4) : IP : 172.22.2.120 Sous-réseau : 255.255.255.0 Tous les autres protocoles doivent être désactivés pour cet adaptateur réseau ! Après l'installation d'un logiciel VPN, il peut arriver qu'un autre protocole soit actif sur les adaptateurs réseau et empêche la connexion à la commande. Ces protocoles doivent être désactivés ultérieurement ! L'adaptateur réseau sur l'automate a l'IP suivante : IP : 172.22.2.100 Sous-réseau : 255.255.255.0 Après avoir changé la fraise, il faut redéfinir le point zéro de la fraise ! Pour ce faire, déplacez le moteur de la broche au centre de la table à vide via la boîte de dialogue "Déplacement manuel" (voir page 8). Le tapis en caoutchouc doit être posé sur la table. Avec les flèches, vous déplacez Notez la valeur affichée pour Z dans les coordonnées. Veillez à ce que l'onglet "Machine" soit affiché, les coordonnées sont alors sur fond vert. Les coordonnées dans l'onglet "Pièce" sont sur fond bleu et ne doivent pas être utilisées ! Une fois le point zéro déterminé, passez au GPManager. La valeur est inscrite dans le module GP InsoleFraese. Pour ce faire, maintenez la touche CTRL/CTRL enfoncée sur le clavier et cliquez sur le bouton "Régler le point zéro". En cliquant sur "Appliquer", le nouveau point zéro est enregistré dans GpManager. Créez maintenant des fichiers de fraisage avec le nouveau point zéro. Les anciens fichiers de fraisage encore existants ne doivent plus être fraisés ! Montage Démontage Dévissez l'écrou de serrage du mandrin. Appuyez simultanément sur la pince de serrage dans les deux directions indiquées par les flèches. Remarque Un montage incorrect des pinces de serrage peut entraîner des dommages sur les pinces et les écrous de serrage, ainsi qu'une détérioration de la concentricité. Évitez de forcer ! Ne vissez pas d'écrous de serrage avec des pinces de serrage mal montées sur vos mandrins. Montez toujours d'abord les pinces de serrage dans les écrous de serrage. Vissez ensuite les écrous de serrage sur les mandrins. Utilisez les bons diamètres de pince de serrage ! Par exemple, si vous voulez serrer un outil d'un diamètre de 14,3 mm, n'utilisez pas de pinces de serrage d'un diamètre de 14-13 mm. Dans ce cas, veuillez utiliser des pinces de serrage d'un diamètre de 15-14 mm. Pour obtenir le meilleur résultat possible, insérez votre outil complètement ou au moins aux deux tiers de sa longueur dans la pince de serrage. Une mauvaise insertion peut entraîner des dommages ou une détérioration de la concentricité. .
Le fabricant propose un mode d'emploi sur YouTube : Les brosses à charbon de rechange peuvent être achetées chez go-tec. Après trois ou quatre changements, il est recommandé de faire réviser la broche. Dans ce cas, vous pouvez envoyer le moteur de broche directement à go-tec. Manuel - GT Rocky

1er volume de livraison
Sous-réseau : 255.255.255.0 2ème logiciel
2.1 Les bases

2.2 Moteur de broche et vide
2.3 Prise de référence des axes


2.4 Démarrer le processus de fraisage


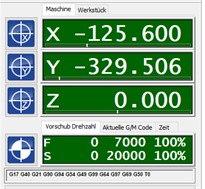
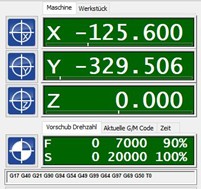
2.5 Avance

2.6 Déplacement manuel des axes


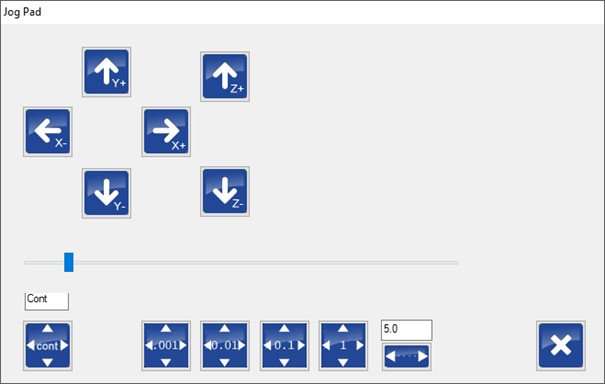
cont = l'axe se déplace tant que le bouton/la touche est enfoncé(e).
0,001 - 1 = indication en mm
Dans le dernier champ, il est possible de saisir une distance librement choisie en mm.
Touches fléchées haut/bas : axe y
Image vers le haut/image vers le bas (PgUp/PgDwn) = axe z 2.7 Représentation graphique


2.8 Broche



Le logiciel doit être fermé avant d'être restauré ! Il est recommandé de faire une sauvegarde du logiciel dans son état actuel avant de procéder à des modifications.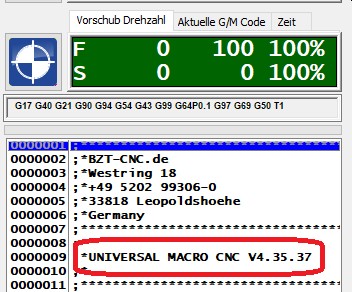
2.9 Régler le point zéro
Ajustez l'axe z jusqu'à ce que la pointe de la fraise touche presque le tapis de caoutchouc. Placez maintenant un morceau de papier sous la fraise et continuez à descendre l'axe z jusqu'à ce que la pointe gratte le papier, mais que le papier puisse encore être déplacé facilement.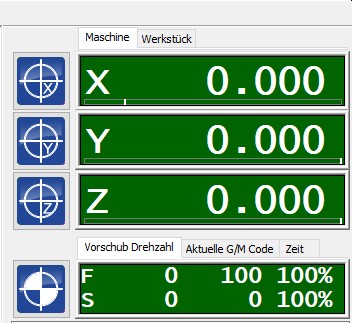
2.10 Principes de base pour le remplacement des pinces de serrage

2.11 Remplacement des balais de charbon
