Fraiseuse GP
GeBioM/go-tec
M451
BZT (PFK 0403)
Configurer/démarrer :
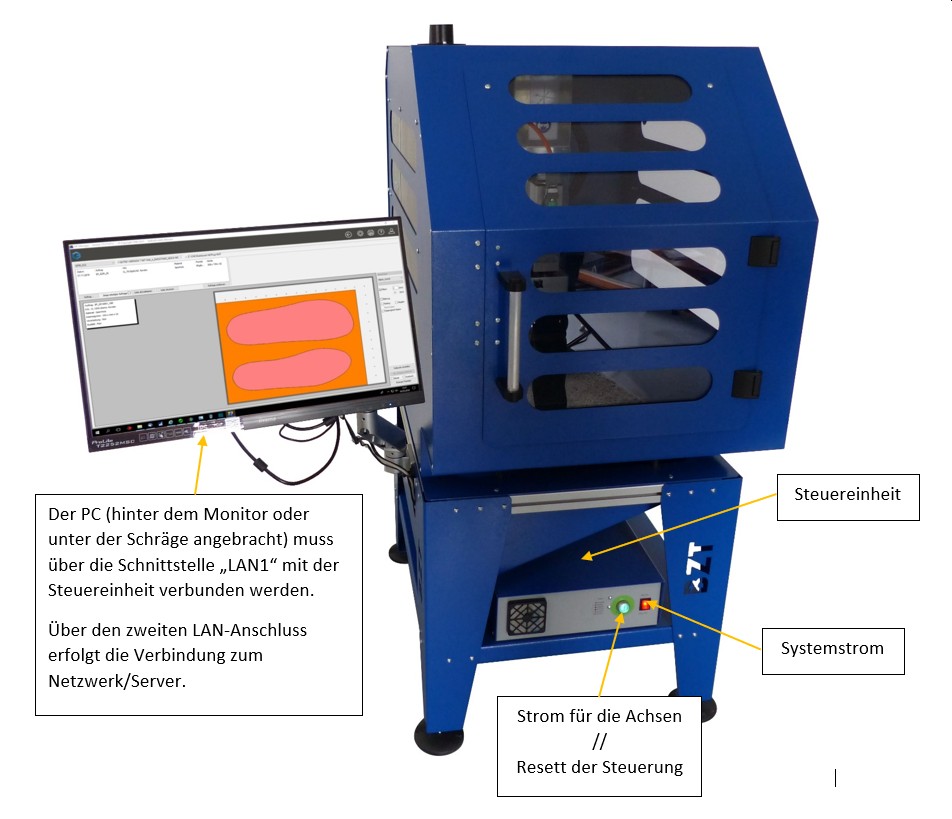
Le PC placé derrière le moniteur ou sous la pente doit être connecté à l'unité de contrôle via l'interface "LAN1".
La connexion au réseau/serveur s'effectue via le deuxième port LAN.
Pour mettre la fraiseuse en service, veuillez suivre cette procédure :
- Allumez le courant du système à l'aide de l'interrupteur à bascule rouge de droite.
- Démarrez le PC et attendez que le système Windows soit complètement démarré.
- Activez l'alimentation des axes à l'aide du bouton-poussoir rond vert.
- Démarrez le logiciel de contrôle.
Logiciel :
Le logiciel CNC a besoin de la priorité en temps réel sous Windows pour piloter correctement la machine, ce qui nécessite des droits d'administrateur. Assurez-vous que l'utilisateur se connecte avec un profil Windows qui dispose de droits d'administrateur et que le logiciel est lancé avec les droits correspondants.
Il est en outre recommandé de désactiver le contrôle de compte d'utilisateur (UAC) de Windows.
![]()
Le bouton "RESET" permet de réinitialiser les erreurs de la commande. Il est également possible de réinitialiser la commande à l'aide du bouton vert de l'unité de commande. Pour cela, il faut maintenir le bouton enfoncé pendant 2 à 3 secondes.
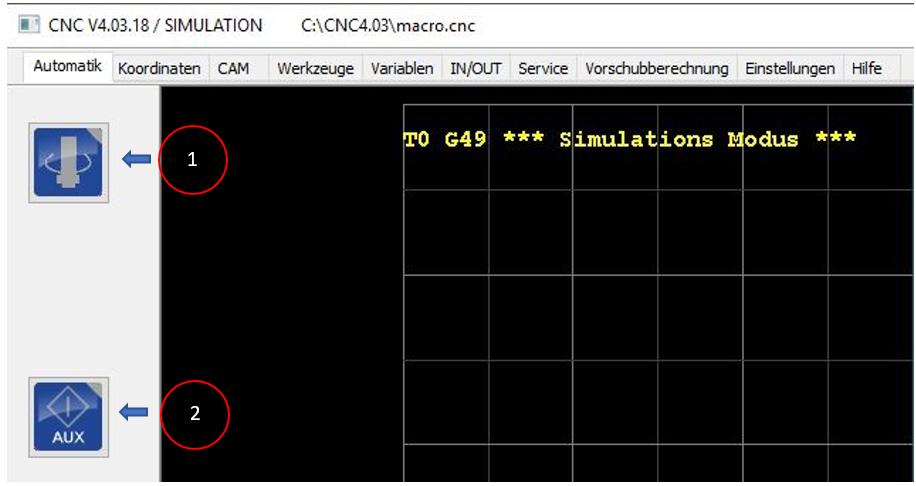
1 : mise en marche/arrêt manuel du moteur de la broche
2 : activation/désactivation manuelle de l'aspiration
Prise de référence des axes :
![]()
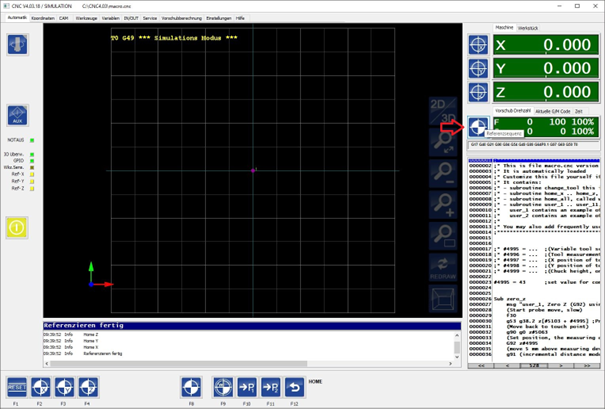
Cliquez sur ce bouton pour ouvrir le menu de référencement des axes.
![]()
Les boutons F2 (=axe x), F3 (=axe y) et F4 (=axe z) permettent de référencer individuellement les axes correspondants. Le bouton F8 permet de déclencher une séquence de référence pour les trois axes. Les axes sont alors référencés l'un après l'autre dans l'ordre z, x, y.
Le dernier bouton avec la flèche courbée vous ramène à l'écran d'accueil.
La séquence de référence pour tous les axes peut également être lancée dans la vue de départ :
Démarrer le processus de fraisage :
Le bouton F4 vous permet d'accéder au menu Auto.
![]()
Le bouton F2 "LOAD" permet de charger le fichier cnc créé avec le GP-Manager. L'emplacement par défaut est C:\Temp\Einlagen.
L'emplacement de stockage est également affiché dans le gestionnaire GP :

Une fois le fichier cnc chargé, le processus de fraisage peut être lancé avec le bouton F4 "START". Le bouton se transforme ensuite en bouton "STOP".
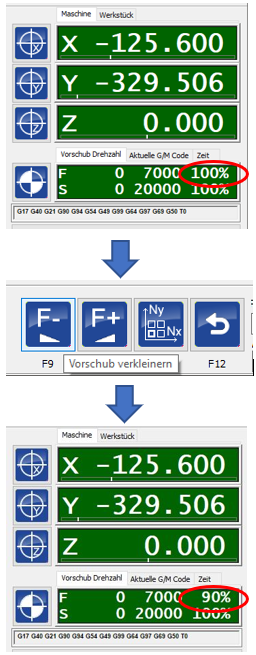
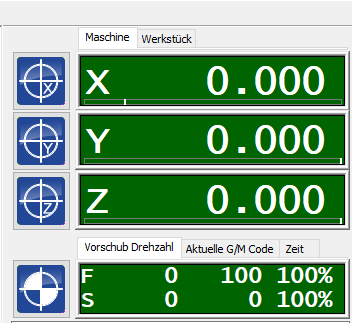
Les boutons F9 et F10 influencent l'avance de la machine, c'est-à-dire la vitesse à laquelle les axes sont déplacés ; par clic +/- 5%. La valeur est affichée en pourcentage dans la vue principale, en dessous des indications de position :
Déplacement manuel des essieux :
![]()
Les boutons F9 et F10 produisent finalement le même effet. Avec F9, le menu se transforme en l'affichage suivant :
![]()
En appuyant sur F10, une fenêtre supplémentaire s'ouvre avec des éléments de commande identiques :
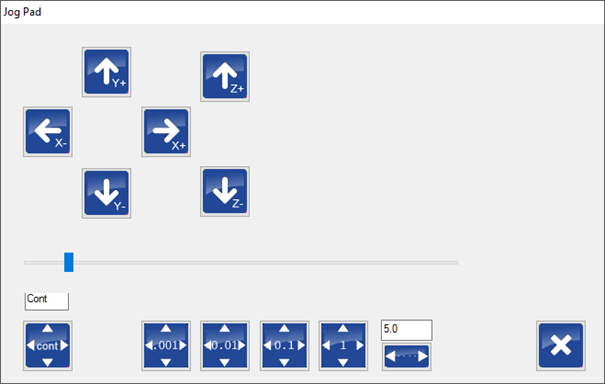
Les boutons fléchés permettent de déplacer les axes. Les boutons en bas permettent de régler la distance que les axes parcourent à chaque clic :
cont = l'axe se déplace tant que le bouton/la touche est enfoncé(e).
0,001 - 1 = indication en mm
Dans le dernier champ, il est possible de saisir une distance librement choisie en mm.
Il est également possible d'utiliser le clavier à la place des boutons :
Touches fléchées droite/gauche : axe x
Touches fléchées haut/bas : axe y
Image vers le haut/image vers le bas (PgUp/PgDwn) = axe z
Graphique :
![]()
Le bouton F8 permet d'accéder à un menu qui permet de modifier l'affichage du graphique.
![]()
Il est possible de passer de la vue 2D à la vue 3D ou de faire un zoom avant ou arrière sur la vue graphique de l'insert. Pour le zoom, il est également possible d'utiliser la molette de défilement de la souris.
En maintenant le bouton gauche de la souris enfoncé, le graphique peut être déplacé dans la fenêtre. Si l'on appuie en plus sur la touche Ctrl du clavier, le graphique peut être tourné librement dans la fenêtre.
Erreurs et dépannage :
- Sur le M451, la broche ne tourne plus.
Il peut arriver que des résidus de fraisage se déposent entre le capot d'aspiration et le moteur de broche. La rotation du moteur de broche crée ainsi, sous l'effet de la chaleur, un anneau de matériau de fraisage qui ressemble à un joint d'étanchéité et qui empêche le moteur de tourner et finit par le bloquer.

Cet anneau peut être facilement retiré en dévissant le capot d'aspiration et en enlevant l'anneau de résidus de fraisage.
Lors du remontage du capot d'aspiration, il faut veiller à ne pas trop serrer les vis pour que la broche puisse tourner librement. Des vis trop serrées peuvent endommager le moteur de la broche.
Machine (menu I/O)
![]()
En cliquant sur le bouton F7 "MACHINE", on accède au menu suivant
![]()
Comme dans la vue principale, l'aspiration et le moteur de la broche peuvent être activés et désactivés ici. En outre, les boutons F9 et F10 permettent de modifier la vitesse de rotation de la broche, par clic +/- 1%. La valeur est affichée en pourcentage dans la vue principale, en dessous des indications de position :

Installation/désinstallation du logiciel CNC de BZT :
- Installation à partir d'une clé USB via Setup.exe
- IMPORTANT : Après l'installation, démarrer le logiciel avant de copier les paramètres !
- Quitter le programme !
- Maintenant, copiez manuellement les paramètres dans le répertoire racine du logiciel. L'utilisation du fichier bat pour la copie n'est pas recommandée par BZT.
- Pour désinstaller le programme, quittez-le et exécutez unins000.exe dans le répertoire racine. BZT déconseille de désinstaller l'application via le panneau de configuration. Supprimer manuellement le dossier du programme après la désinstallation.
Le programme est fourni avec la fraiseuse sur une clé USB. Le logiciel de commande est adapté à la fraiseuse spécifique. Veuillez conserver la clé en lieu sûr et à portée de main. Si vous rencontrez des problèmes avec le logiciel de commande, la clé est indispensable pour y remédier.

Mode simulation :
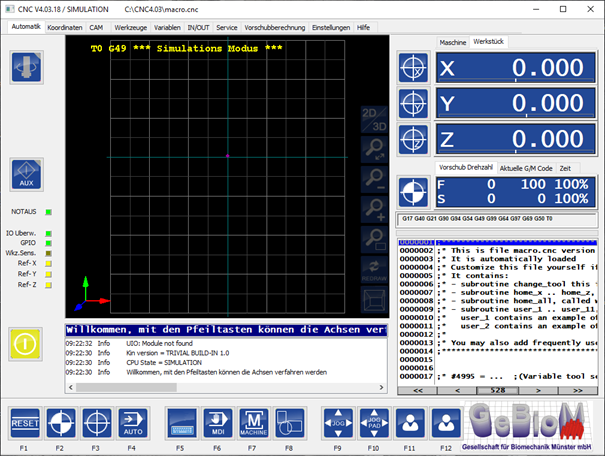
Si le logiciel passe en mode simulation après le démarrage, c'est très probablement parce que le logiciel ne s'est pas terminé correctement, par exemple lors d'un plantage du système ou en éteignant l'ordinateur alors que le programme était encore en cours d'exécution. Dans ces cas, des fichiers de configuration erronés peuvent se produire, ce qui a pour conséquence que le logiciel ne démarre plus qu'en mode simulation. Les fichiers originaux peuvent être restaurés à partir de la clé USB fournie. Vous les trouverez dans le dossier "Paramètres clients".
Le logiciel doit être fermé avant d'être restauré ! Il est recommandé de faire une sauvegarde du logiciel dans son état actuel avant de procéder à des modifications.
Copiez les fichiers du dossier Paramètres client sur la clé USB dans le répertoire racine du logiciel de contrôle. Ce répertoire se trouve généralement sur le lecteur C:\ : C:\CNC4.03, ou similaire.
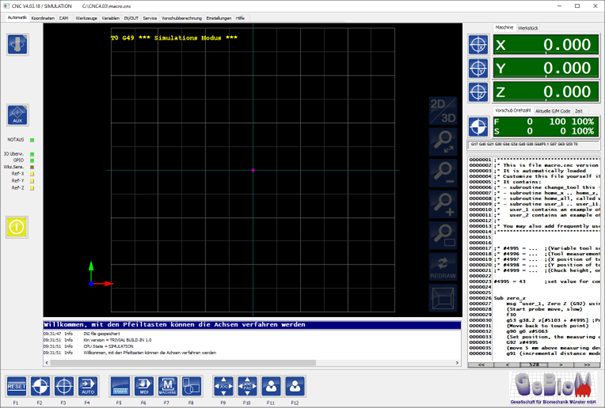
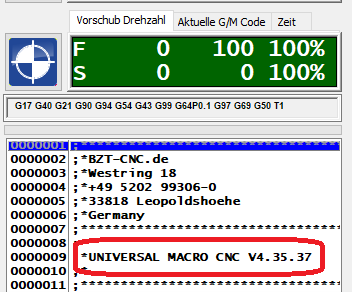
La machine devrait maintenant redémarrer dans le mode correct. La version correcte du logiciel s'affichera alors dans le logiciel :
Des fichiers de configuration défectueux peuvent être responsables d'un grand nombre d'erreurs qui se traduisent par différentes réactions/comportements inattendus de la machine, par exemple lorsque, lors de la prise d'origine, l'un des axes ne s'arrête plus selon l'affichage, mais semble se diriger vers l'infini.
Configuration de l'interface réseau pour la communication avec l'unité de contrôle :
Sur l'ordinateur de contrôle, une carte réseau doit se voir attribuer une IP fixe (IPV4) :
IP : 172.22.2.150
Sous-réseau : 255.255.255.0
Changer la fraise / déterminer le point zéro :

Retirez le tuyau d'aspiration des matériaux. Ensuite, desserrez les deux vis de la hotte d'aspiration. Cette pièce se compose de deux parties : la hotte d'aspiration et la bague d'écartement. La bague d'écartement est fixée à la broche, la hotte d'aspiration à la bague d'écartement.
Il est important que les deux vis ne soient pas trop serrées afin de ne pas entraver la libre rotation de la broche. Des vis trop serrées peuvent endommager le moteur de la broche.
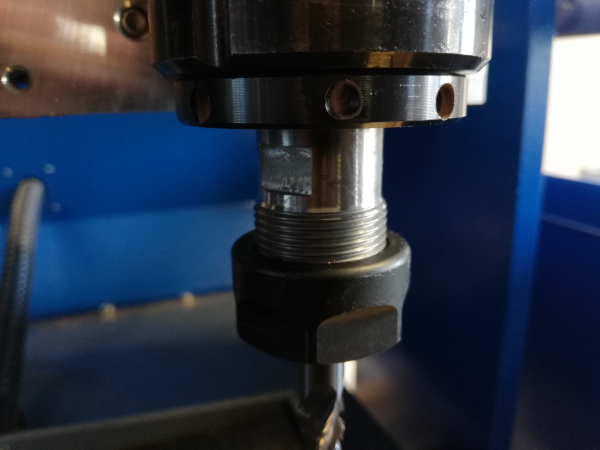
Sur l'arbre de la broche se trouvent des endroits aplatis où l'on peut placer une clé à fourche de 20. Une clé de 30 est fournie avec la machine pour l'écrou de serrage.

Après le démontage, veuillez nettoyer l'écrou de serrage et la pince de serrage des éventuels résidus de fraisage.

Enclenchez à nouveau la pince de serrage dans l'écrou de serrage, insérez la nouvelle fraise et fixez à nouveau l'écrou de serrage à la main sur la broche.
Après avoir changé la fraise, il faut redéfinir le point zéro de la fraise !
Pour ce faire, déplacez le moteur de la broche au centre de la table à vide via la boîte de dialogue "Déplacement manuel" (voir page 8). Le tapis en caoutchouc doit être posé sur la table. Avec les flèches, vous déplacez
Ajustez l'axe z jusqu'à ce que la pointe de la fraise touche presque le tapis de caoutchouc. Placez maintenant un morceau de papier sous la fraise et continuez à descendre l'axe z jusqu'à ce que la pointe gratte le papier, mais que le papier puisse encore être déplacé facilement.
Notez la valeur affichée pour Z dans les coordonnées. Veillez à ce que l'onglet "Machine" soit affiché, les coordonnées sont alors sur fond vert. Les coordonnées dans l'onglet "Pièce" sont sur fond bleu et ne doivent pas être utilisées !
Une fois le point zéro déterminé, passez au GPManager. La valeur est saisie dans le module GP InsoleFraese. Pour ce faire, maintenez la touche Ctrl sur le clavier et cliquez sur le bouton "Régler le point zéro".

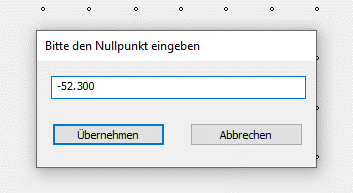
En cliquant sur "Appliquer", le nouveau point zéro est enregistré dans le GPManager. Créez maintenant des fichiers de fraisage avec le nouveau point zéro. Les anciens fichiers de fraisage encore existants ne doivent plus être fraisés.
Principes de base pour le remplacement des pinces de serrage :


Pour les matériaux MultiShore, on souhaite souvent que les inserts ne soient pas placés sur le bord arrière (bord extérieur du matériau), ce qui est standard pour les matériaux en bloc, mais sur une ligne de transition des matériaux. Pour cela, GP InsoleFraese offre la possibilité de définir de tels matériaux.

Ainsi, des semelles de différentes tailles peuvent être alignées sur la ligne de transition. Cela permet de garantir que l'avant-pied contienne toujours le matériau souhaité.
Pour cela, il faut mesurer le matériau et indiquer un nouvel équipement dans l'INI de la fraise (par ex. GPM_320.ini) :
[Couverture_1]
T_Name = MS-NoirOrange // Peut être nommé librement
T_Orientation = HAUT-PARLEUR // Orientation des inserts sur la table
T_Anschlag = GAUCHE EN BAS // L'article est créé ici
B_Use_Multi_Ordre = oui // Ordre multiple (oui/non)
I_Nombre_Boîtes = 0 // Pour les petits blocs, il est judicieux de définir plusieurs boîtes.
B_MultiShore = oui // utilisation de Multi-Shore
I3_MultiShore_Dimension = 345 285 30 // Taille fixe du matériau Longueur x largeur x hauteur
I2_MultiShore_transition = 185/245 // Changement de matériau DE / BIS (De matériau à l'arrière)
I_MultiShore_Ligne_zéro = 200 // Ligne zéro pour positionner les inserts
I_MultiShore_Ligne_zéro_Pourcentage = 100 // % Indication de l'arrière-pied (à partir du talon) avec laquelle la semelle est positionnée
T_Anordnen = SPALTE // Déterminer si la LIGNE ou la COLONNE doit être remplie en premier lieu
problème :
Vous concevez un insert et réduisez très fortement l'épaisseur du matériau, car vous souhaitez obtenir un insert fin/plat.
Après le fraisage, vous remarquez que l'insert est plus grand que celui que vous avez construit.
Cause du problème :
La tête de fraisage découpe un bord autour de l'insert. Ce bord est aussi large que la taille de la tête de fraisage en périphérie.
Sur les photos suivantes, vous voyez le même insert fraisé deux fois. Une fois avec une épaisseur de matériau de 1 mm (le début et la fin de l'insert sont marqués d'un trait bleu) et une fois avec une épaisseur de matériau de 10 mm. La différence est évidente





Résolution de problèmes :
Ne découpez pas l'insert directement au bord du bloc de fraisage, mais à l'intérieur de la tête de fraisage.
Possibilité de contrôle :
Construisez une fois l'insert avec une épaisseur de matériau plus importante et fraisez cet insert une fois à titre d'essai. Si l'insert convient cette fois-ci, c'est que vous avez simplement découpé l'insert un peu trop généreusement.
Si la fraiseuse fraise dans la table, cela peut avoir les causes suivantes :
Le point zéro du gestionnaire de GP est mal réglé
Après avoir changé la tête de fraisage, vous devez régler à nouveau le point zéro. Veuillez regarder notre vidéo d'assistance "Changer la tête de fraisage". Vous devez régler correctement le point zéro dans le GP-Manager comme indiqué dans la vidéo.
Changement de fraise et réglage du point zéro sur GP M101/102/202
Changement de fraise et réglage du point zéro sur GP M302
La tête de la fraise est mal fixée
Veuillez vérifier la tête de fraisage et la fixer correctement.
La tête de fraisage n'est pas correctement installée
Veuillez vous assurer que la tête de fraisage est correctement installée. La tête de fraisage doit dépasser de 1 cm du boîtier.
Seulement pour la fraise 101 (ancienne fraiseuse)
Remplacez le moteur des axes
