2.9 Nullpunkt einstellen
Nach dem Wechsel des Fräsers muss der Nullpunkt der Fräse neu bestimmt werden!
Fahren Sie dazu den Spindelmotor über den Dialog „Manuelles Fahren“ (siehe Seite 8) in die Mitte des Vakuumtisches. Es muss die Gummimatte auf dem Tisch liegen. Mit den Pfeilen fahren Sie die
z-Achse herunter, bis die Spitze des Fräsers fast die Gummimatte berührt. Legen sie nun ein Stück Papier unter den Fräser und fahren sie die z-Achse weiter herunter, bis die Spitze an dem Papier kratzt, aber das Papier noch leicht bewegt werden kann.
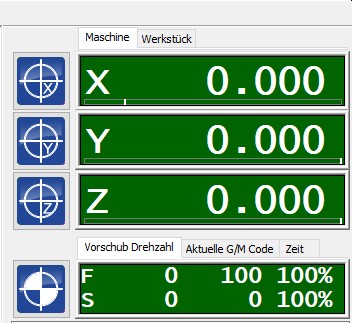
Notieren Sie sich den Wert, der für Z in den Koordinaten angezeigt wird. Achten Sie darauf, dass das Register „Maschine“ angezeigt wird, die Koordinaten sind dann grün hinterlegt. Die Koordinaten im Register „Werkstück“ sind blau hinterlegt und dürfen nicht verwendet werden!
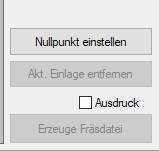
Wenn Sie den Nullpunkt ermittelt haben, wechseln Sie zum GPManager. Im Modul GP InsoleFraese wird der Wert eingetragen. Halten Sie dazu auf der Tastatur die STRG-/CTRL-Taste und klicken auf die Schaltfläche „Nullpunkt einstellen“.
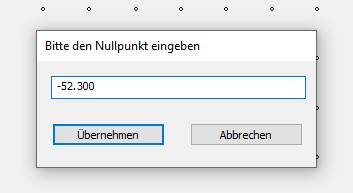
Mit „Übernehmen“ wird der neue Nullpunkt im GpManager hinterlegt. Erzeugen Sie jetzt Fräsdateien mit dem neuen Nullpunkt. Noch vorhandene, alte Fräsdateien dürfen nicht mehr gefräst werden!