
1.Sicherheitshinweise
- Betreiben Sie den Drucker nur so, wie es im Handbuch beschrieben ist, um Personen- und Sachschäden zu vermeiden.
- Die Standard-Eingangsspannung des Druckers beträgt 230 V. Wenn die örtliche Spannung 115 V beträgt, stellen Sie sicher, dass Sie die Eingangsspannung vor der Inbetriebnahme des Druckers umschalten.
- Die Montagevideos, die Konfigurationsdatei und die Schneidesoftware sind auf der U-Diskette enthalten, bitte sichern Sie die Dateien der U-Diskette vor der Benutzung auf Ihrem Computer.
- Stellen Sie den Drucker nicht in der Nähe von entflammbaren, explosiven oder hohen Wärmequellen auf, stellen Sie sicher, dass der Drucker in einer sicheren und stabilen Druckumgebung steht.
- Wenn der Drucker in Betrieb ist, berühren Sie nicht die Teile mit hoher Temperatur, wie z.B. das heiße Druckbett und die Düse, um Verbrennungen durch hohe Temperaturen zu vermeiden.
- Kinder und ungeschultes Personal dürfen den Drucker nicht allein benutzen.
- Es wird empfohlen, das vom Hersteller empfohlene Filament zu verwenden, das nicht nur die Verstopfung der Düse reduzieren, sondern auch die Druckqualität sicherstellen kann.
- Um die Lebensdauer des Druckers zu gewährleisten, ist eine regelmäßige Wartung des Druckers, insbesondere des Effektormoduls und der Leitungsschiene sowie anderer wichtiger Teile erforderlich.
- Im Falle eines Notfalls während des Druckens, klicken Sie bitte auf die Not-Aus-Taste auf dem Bildschirm oder schalten Sie direkt den Strom aus.
- Wenn Sie den Drucker längere Zeit nicht benutzen, ziehen Sie bitte das Netzkabel ab, um eine sichere Nutzung des Stroms zu gewährleisten.
- Der Flsun V400 verwendet keine Konfigurationsdateien anderer Drucker zum Schneiden, um unvorhersehbare Situationen zu vermeiden.
- Der Drucker wurde vor dem Verlassen des Werks installiert und getestet. Es ist normal, wenn der Drucker benutzt wurde.
2.Technische Daten
| Modell | Flsun V400 |
| Druck Größe | Φ300*410mm(Höchster Punkt) |
| Formgebungstechnik | FDM |
| Düsendurchmesser | 0.4mm |
| Schichthöhe | 0.05-0.3mm |
| Präzision | ±0.15mm |
| Düsen Typ | Einzelne Düse |
| Umgebungstemperatur | 5-40°C |
| Düsen Temperatur | ≤300°C |
| Druckbett Temperatur | ≤110℃ |
| Unterstütztes Filament | PLA/PLA+/ABS/PETG/WOOD/TPU/PC/NYLON(Need dried) |
| Druckgeschwindigkeit | 400mm/s |
| Datei Format | STL/OBJ/AMF/3DS |
| Slice Software | Cura(recommend)/Simplify3D/prusaslicer/ideamaker |
| Datei Format | G-code/UFP(Previewable model) |
| Arbeitsmodus | Website/Flsun Speeder Pad |
| Datenübertragung | WIFI/U Disk |
| Spannung | Input:AC 115V-230V Output:DC 24 V |
| Strom | 450W |
| Nivellierungs Typ | Auto-level |
| Filament Detektion | Ja |
| Extruder Type | Direkter Extruder |
| System | Flsun system 1.0 |
3.Lieferumfang
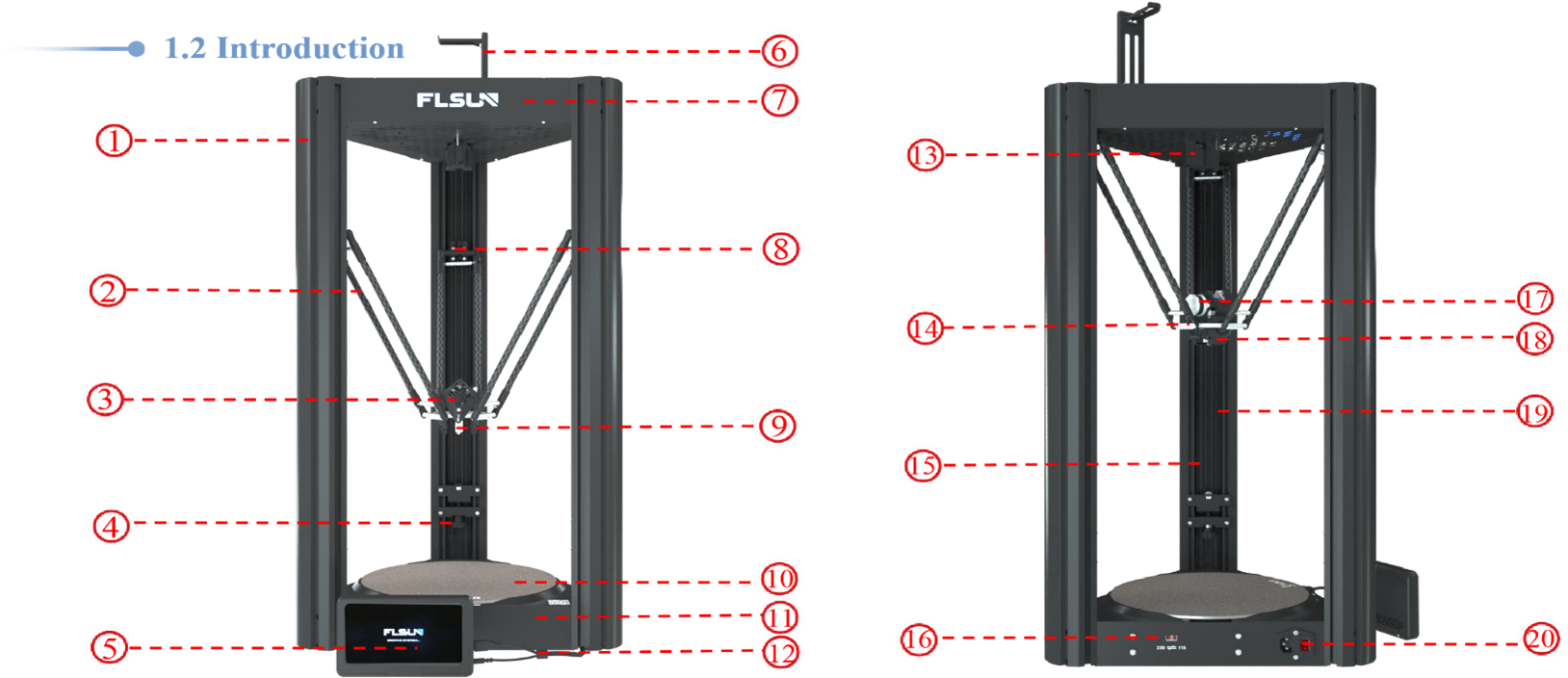
| ①Achsen | ②Arme | ③Extruder Abdeckung | ④Riemen-Einstellmutter | ⑤PAD |
| ⑥Filament Halter | ⑦Oberes Gehäuse | ⑧Linear Einheit | ⑨Düsen-Kit | ⑩PEI |
| ⑪Unteres Gehäuse | ⑫PAD Netzkabel | ⑬Filament Detektor | ⑭LED | ⑮Lineare Einheitsschine |
| ⑯Spannungs ändern | ⑰Direkt Antrieb | ⑱Bauteilkühlung | ⑲Gurt | ⑳Netzschalter |

Oberes Gehäuse

Unteres Gehäuse

Achsen

Effektor Motor

Parallel Arme

Filament Halter

PAD
Niveauschalter
Filament Detektionssensor

Netzkabel
4.Erster Druck
Die Standard-Eingangsspannung des Druckers beträgt 230 V. Bitte vergewissern Sie sich, dass der Drucker auf Ihre lokale Spannung umgestellt ist, bevor Sie den Netzschalter zum ersten Mal einschalten.
Wenn die örtliche Spannung 115V beträgt, legen Sie den roten Schalter nach rechts, um die Eingangsspannung auf 115V umzustellen.

4.1.Druckbetteinstellungen
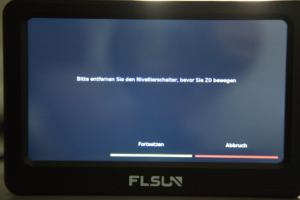
- Klicken Sie auf „Einstellungen>Druckbett leveln>Höheneinstellung>Fortsetzen“, bitte bestätigen Sie, dass Sie das Nivelliermodul vor dem Nivllieren einsetzen. Nach Abschluss der ersten Nivellierung startet der Drucker neu und zeigt die Homepage an. Die Daten werden automatisch gespeichert.




- Klicken Sie dann auf „Einstellungen>Druckbett leveln>Bett>Fortfahren“ für das Bettgitter, die Daten werden automatisch gespeichert.

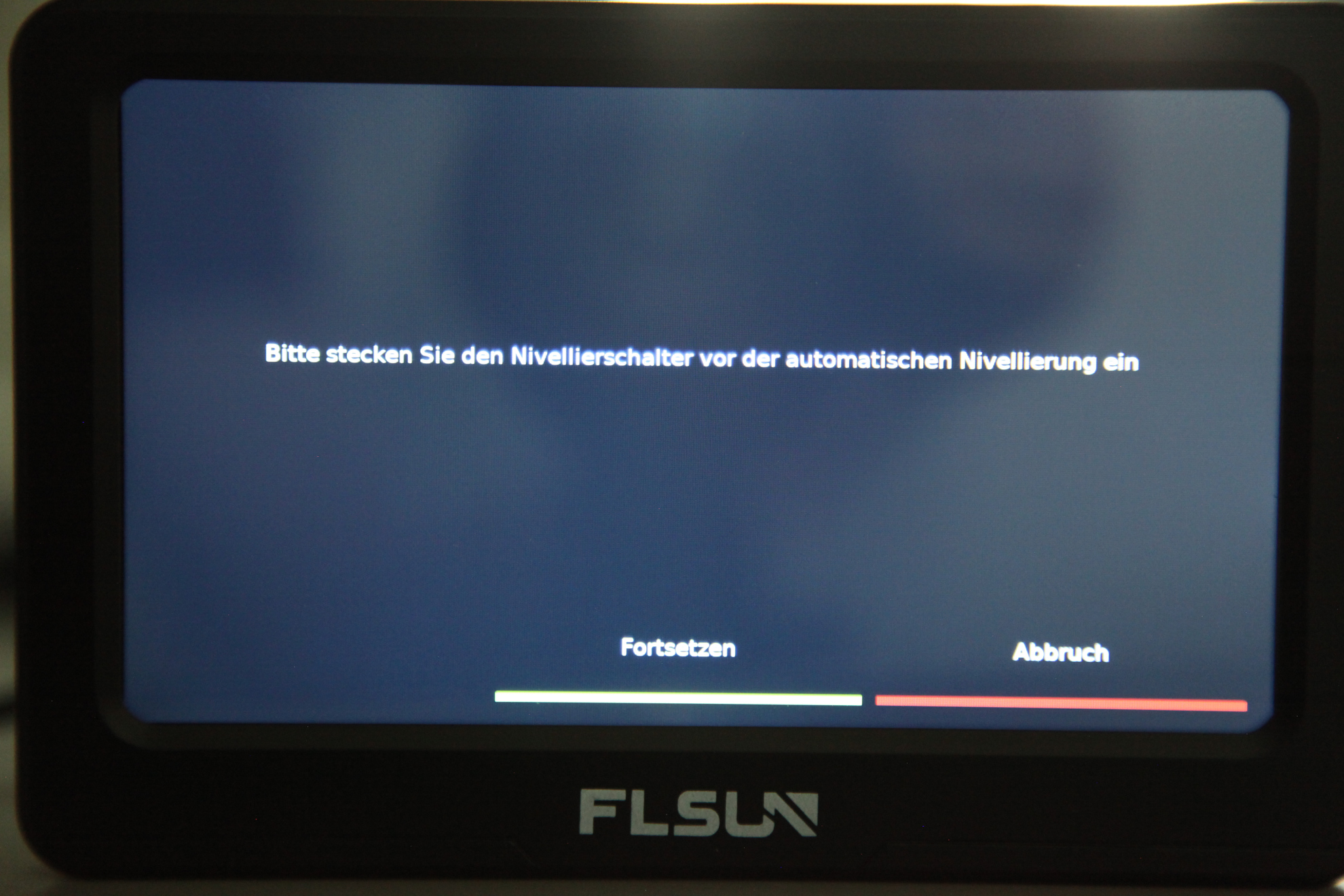
- Entfernen Sie den Nivellierschalter und trennen Sie die Verbindung, nachdem Sie das Bettnetz niverlliert haben, und klicken Sie auf „Einstellungen>Druckbett leveln>Bewegen Sie ZO>Fortfahren“.

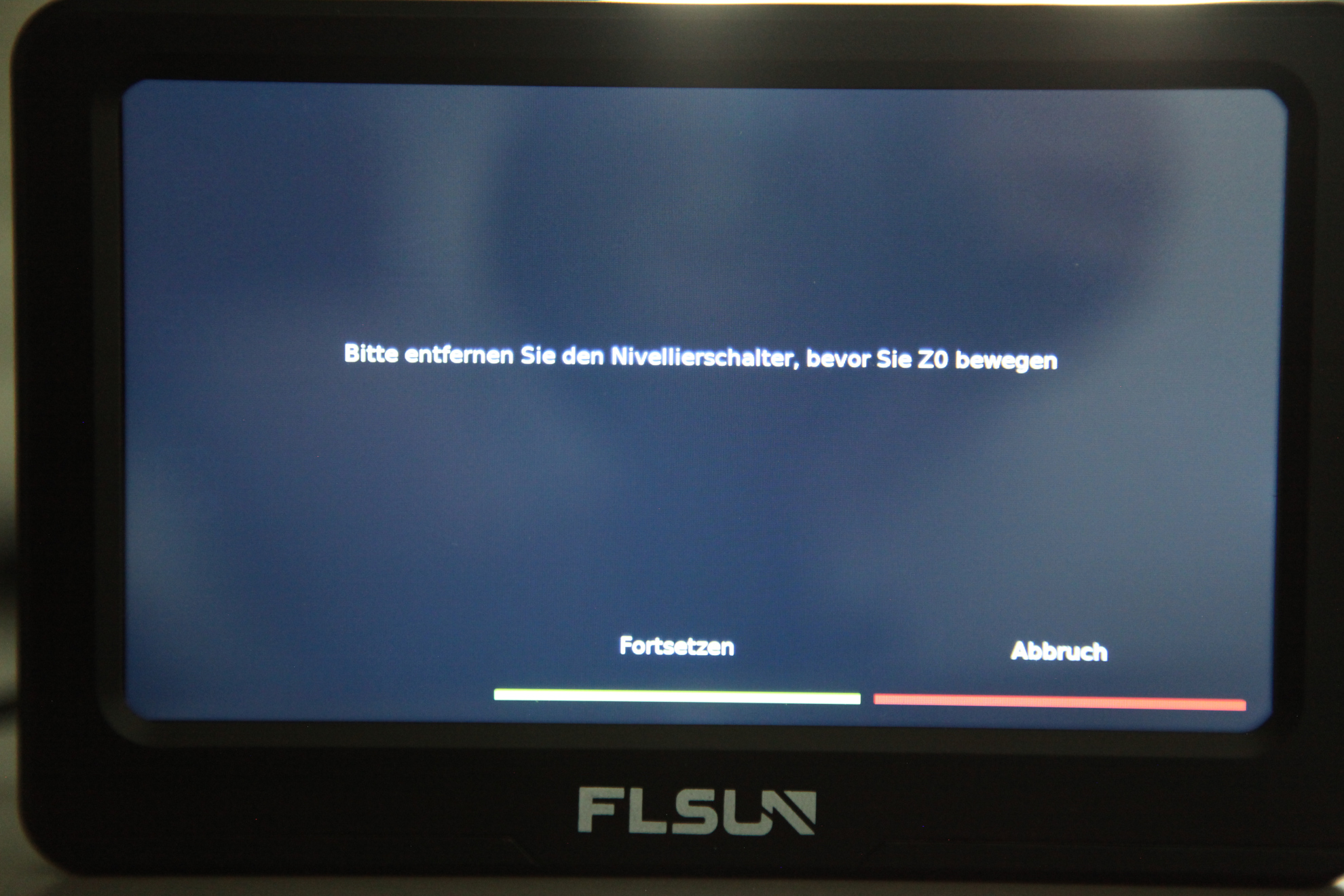
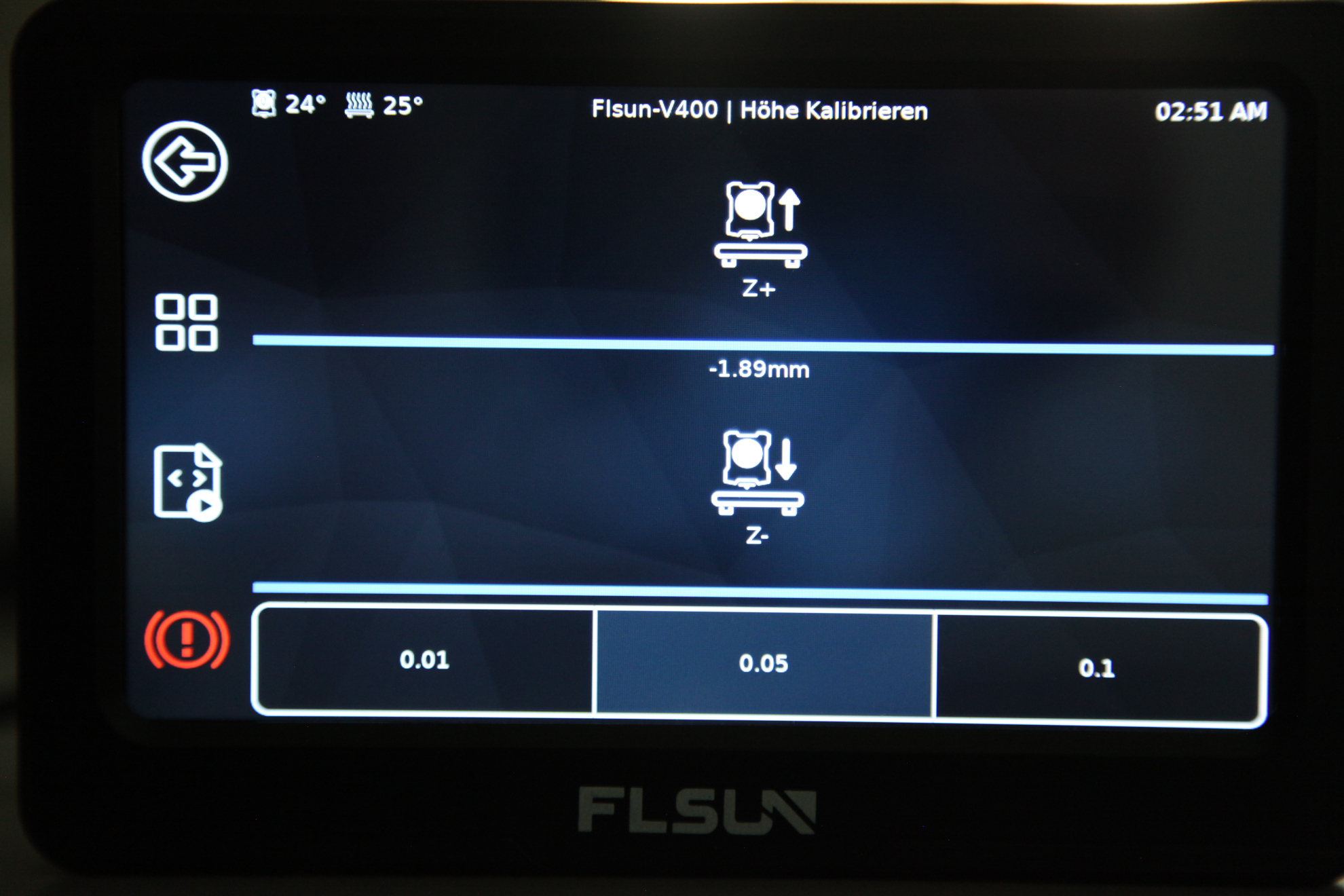
- Nehmen Sie ein Stück A4-Papier und legen Sie es unter die Düse, klicken Sie auf „Z-Kalibrierung“ und verwenden Sie „Z+“ oder „Z-“ um die Höhe der Düse einzustellen. Sobald sich das Blatt mit leichtem wiederstand Wegziehen lässt ist der optimale Abstand erreicht. Nun können Sie auf die Schaltfläche „Zurück“ klicken und können anschließend den „Home“ Button betätigen.








4.2.Laden des Filaments
Nach dem Ersetzen der verschiedenen Filamenttypen extrudieren Sie bitte zusätzlich 1 Meter Filament, um es vollständig zu extrudieren und das verbleibende Filament zu entfernen.
- Schneiden Sie mit einer Schrägzange den Faden in einem Winkel von 45° ab.

- Führen Sie das Filament durch den oberen Teil des Druckers.

- Führen Sie das Filament in den Extruder
- Klicken Sie auf „Aktionen > Filament fördern > Temperatur“. Nun können Sie eine Düsentemperatur von 180°C einstellen und zum Extrudieren zurück kehren. Drücken Sie das Filament nach unten während Sie auf „Extrudieren oder Laden“ klicken, um das Filament zu laden.



