Das Filament wird nicht mehr gefördert oder ist abgerissen.
Fehlerbeschreibung
Der Drucker fördert kein weiteres Filament, oder das Filament ist abgerissen.
Fehlerursache
Der Fehler kann auftreten, wenn das Filament innerhalb des Druckkopfes gebrochen ist, oder sich im Druckkopf festgesetzt hat.
Fehlerbehebung
Benötigtes Werkzeug
- 1 x 7 mm Maul-/Gebelschlüssel
- 1 x 16 mm Maul-/Gebelschlüssel
- 1 x 2 mm Inbus Schlüssel
- Schere oder Cutter-Messer
- Wärmeleitpaste
- Kabelbinder (optional)
- Spitzzange (optional)
- Handschuhe (optional)
- Heißluftpistole (optional)
Ausbau des Hotends aus dem Druckkopf
- Heizen Sie das Hotend auf die maximale Temperatur (285° – 290 °C) auf.
Unbedingt einhalten! Andernfalls kann die Thermalbarriere (heatbreak) brechen! - Lösen Sie die Förderbacken und ziehen Sie ggf. das Filament aus dem Druckkopf.
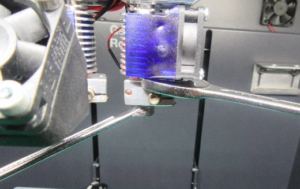
- Lösen Sie die Düse (Gabelschlüssel 7 mm / 16 mm).
- Lassen Sie den Drucker abkühlen und bauen Sie Düse aus. Wenn sich die Düse nicht lösen lässt, heizen Sie den Drucker wieder auf (285° – 290 °C) und schrauben Sie die Düse weiter heraus.
Ausbau der Düse
- Lösen Sie die unteren Klemmschrauben mit einem 2 mm Inbus-Schlüssel

Lösen der Klemmschrauben
- Lösen Sie alle Steckverbindungen des Hotends zum Kabelbaum (entfernen Sie ggf. die Kabelbinder)
- Ziehen Sie das Hotend nach unten heraus (ggf. drehen).
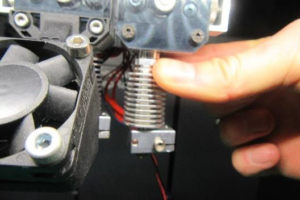
Ausbau des Hotends
- Zerlegen Sie das Hotend



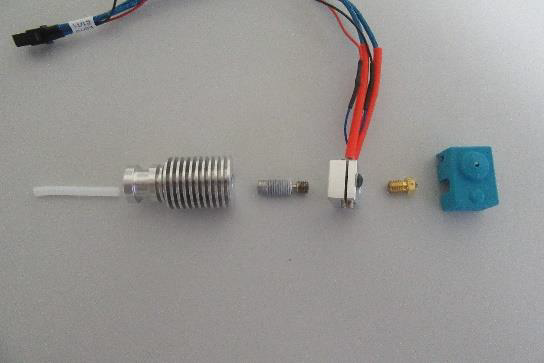
Zerlegtes Hotend
Sind die Teile stark verschmutzt durch ausgetretenes Filament, können Sie die Teile mit einer Heißluftpistole erhitzen und das weiche Filament entfernen.
Montage des Hotends
- Tragen Sie Temperaturleitpaste auf die lange Gewindeseite der Thermalbarriere auf.
Dieser Schritt ist wichtig, da sich sonst das Filament schon im Kühlkörper erwärmt und zu einem verstopften Hotend führt!

Wärmeleitpaste auf Hotend
- Schrauben Sie die Thermalbarriere in den Heizblock, bis das Gewinde eben mit dem Heizblock abschließt.

Thermalbarriere in Heizblock
- Schrauben Sie die Düse mit der Hand von der anderen Seite ein.
Es sollte ein Spalt von ca. 1 mm zwischen Düse und Heizblock bleiben. Falls nicht, drehen Sie die Thermalbarriere etwas heraus.
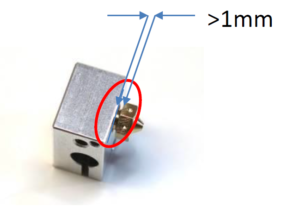
Düse in Heizblock mit kleinem Spalt

Montierter Heizblock mit Thermalbarriere und Düse
- TPU 93 ist ein sehr weiches Material, das sich gerne zwischen Filamentschraube und Bowden zur Seite biegt. Dies führt zu Filamentstau und Druckabbrüchen. Die folgende Lösung hilft das TPU optimal zu führen.
Schneiden Sie ein Stück Teflon-Bowden mit AD 4 mm / ID 2 mm ca. 45 mm lang ab. Schneiden Sie ein Ende V-förmig zu. Dies ermöglicht, den Hotend-Bowden bis ganz an die Filament-Schraube zu schieben und den Spalt möglichst klein zu halten.

Filamentschrauben

Geschnittenes TPU
 Schieben Sie den Teflon-Bowden bis zum Anschlag in den Kühlkörper. Der Bowden kann nun noch ca. 1 mm bewegt werden.
Schieben Sie den Teflon-Bowden bis zum Anschlag in den Kühlkörper. Der Bowden kann nun noch ca. 1 mm bewegt werden.- Heben Sie das Pushfit mit einem Werkzeug oder dem Fingernagel an. Dann schieben Sie den Bowden nochmal bis zum Anschlag hinein. Nun sollte sich der Bowden nicht mehr bewegen lassen.


Pushfit mit Bowden
- Schneiden Sie den Bowden so ab, dass er 6 mm aus dem Hotend hervorsteht.

Fertig montiertes Hotend
- Führen Sie das Hotend unter leichten Drehbewegungen in den Extruder ein und ziehen Sie die Klemmschrauben fest.
Beachten Sie, dass der Bowden die Filamentschrauben nicht berührt.

Einbau des Hotends
- Schliessen Sie alle Steckverbindungen wieder an.

Angeschlossene Steckverbindungen
- Heizen Sie das Hotend auf 285° – 290 °C auf.
Wichtig! Montage mit weniger Temperatur führt zu sporadisch verstopften Hotends oder zum Lösen der Teile beim Druck! - Ziehen Sie die Düse gegen den Heizblock fest (Drehmoment 3 Nm!). Danach ziehen Sie den Heizblock gegen den Kühlkörper fest (7 mm und 16 mm Maul-/Gabelschlüssel).

Montage des Heizblocks